Slicery
Jakiego slicera użyć i jak przygotować w nim plik do druku
- Z-suite
- Slicer cura
- Z-suite podstawowe ustawienia do druku
- Slicer Makerbot print
- Creality print - slicer
- Orca Slicer
Z-suite
Slicer czyli jak przygotować model do wydruku?
Drukarki 3D to maszyny sterowane numerycznie (CNC, ang. *computer numerical control*), co oznacza, że do wykonania zadania wymagają poleceń zapisanych w odpowiednim dla nich języku programowania. Jednym z najczęściej stosowanych jest G-code, czyli plik tekstowy zawierający instrukcje dotyczące kolejnych położeń, do których maszyna powinna się przemieścić, wraz z dodatkowymi informacjami dotyczącymi pracy urządzenia. Drukarki 3D korzystają z modeli trójwymiarowych zapisanych w formacie STL. Jednak sam plik STL nie jest bezpośrednio zrozumiały dla drukarki, dlatego konieczne jest użycie oprogramowania typu slicer, które przekształca model na język zrozumiały dla maszyny. Na rynku dostępne są zarówno slicery oferowane przez producentów drukarek, jak i uniwersalne programy, takie jak Cura czy Orca.
Zortrax i z-suit
Firma zortrax posiada swój własny slicer czyli z-suite. Jest to jedyny slicer który pozwala na stworzenie kodu dla drukarek zortrax (jest również możliwa opcja stworzenia kodu z innego slicera co jest opisane w innym artykule ,,link wkrótce ,,).
Przejdźmy przez etap przygotowania pliku krok po kroku:
- Po włączeniu slicera pierwszą rzeczą jaką możemy zauważyć jest strona do logowania, nie musimy tego robić wystarczy poniżej wybrać opcję ,,start now,,

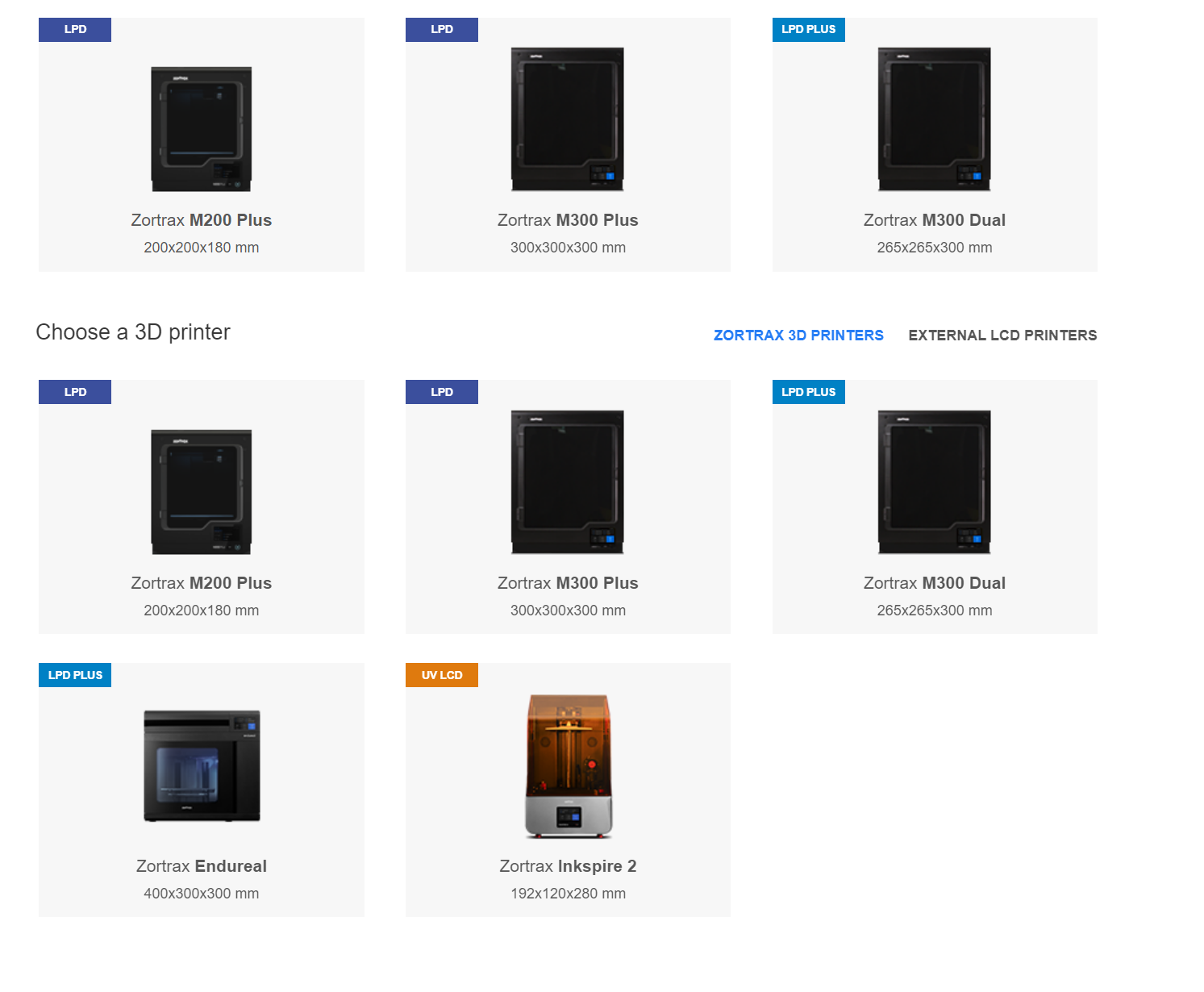
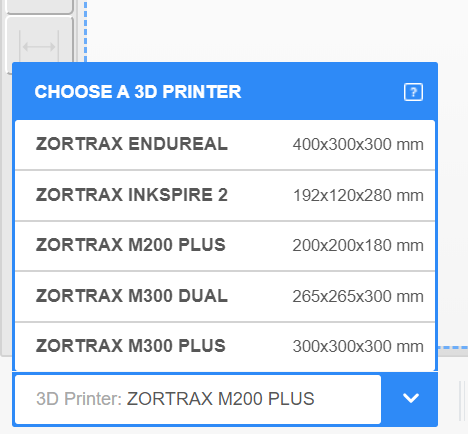
- W kolejnym oknie musimy wybrać drukarkę na której będziemy pracować

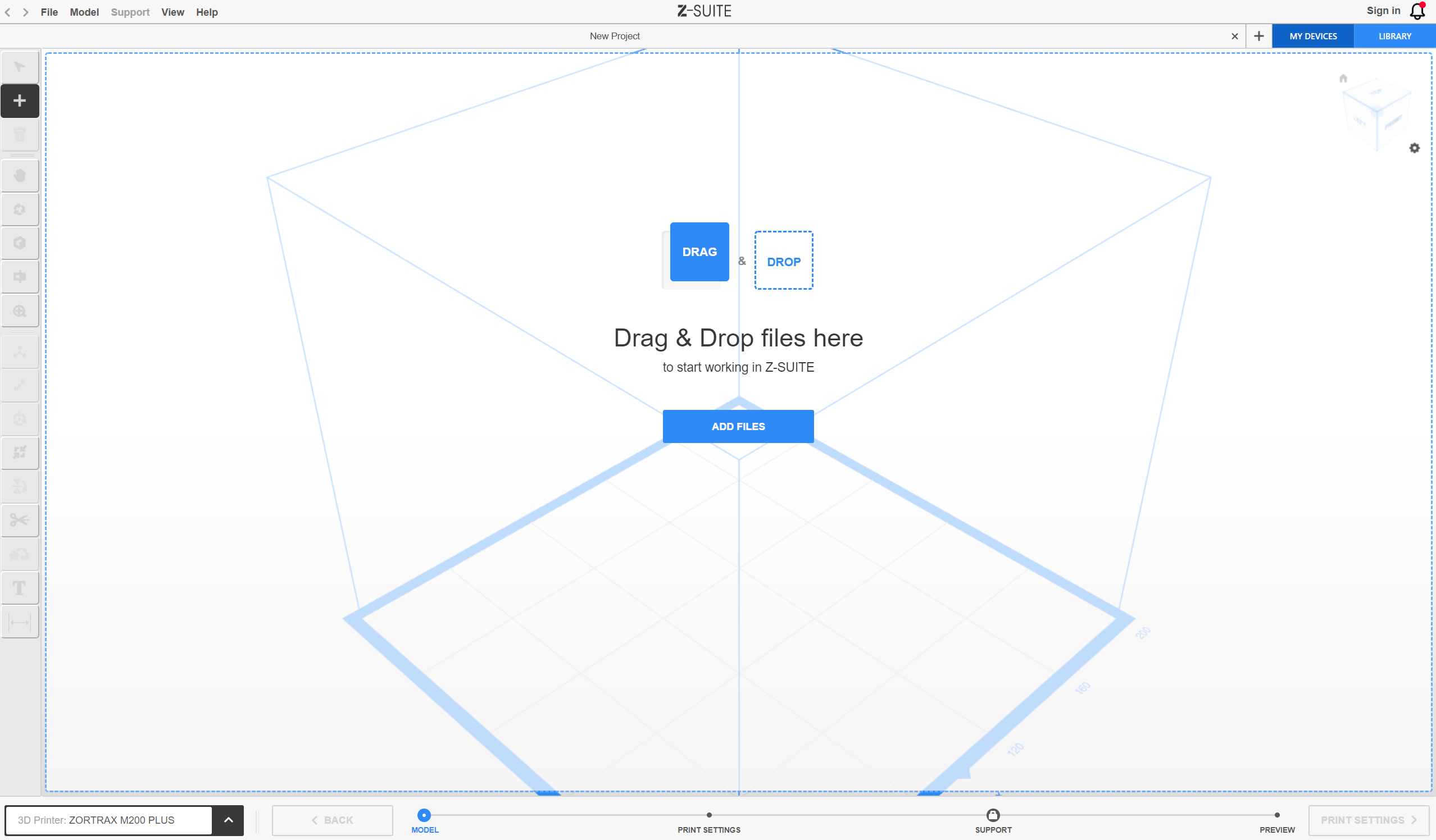
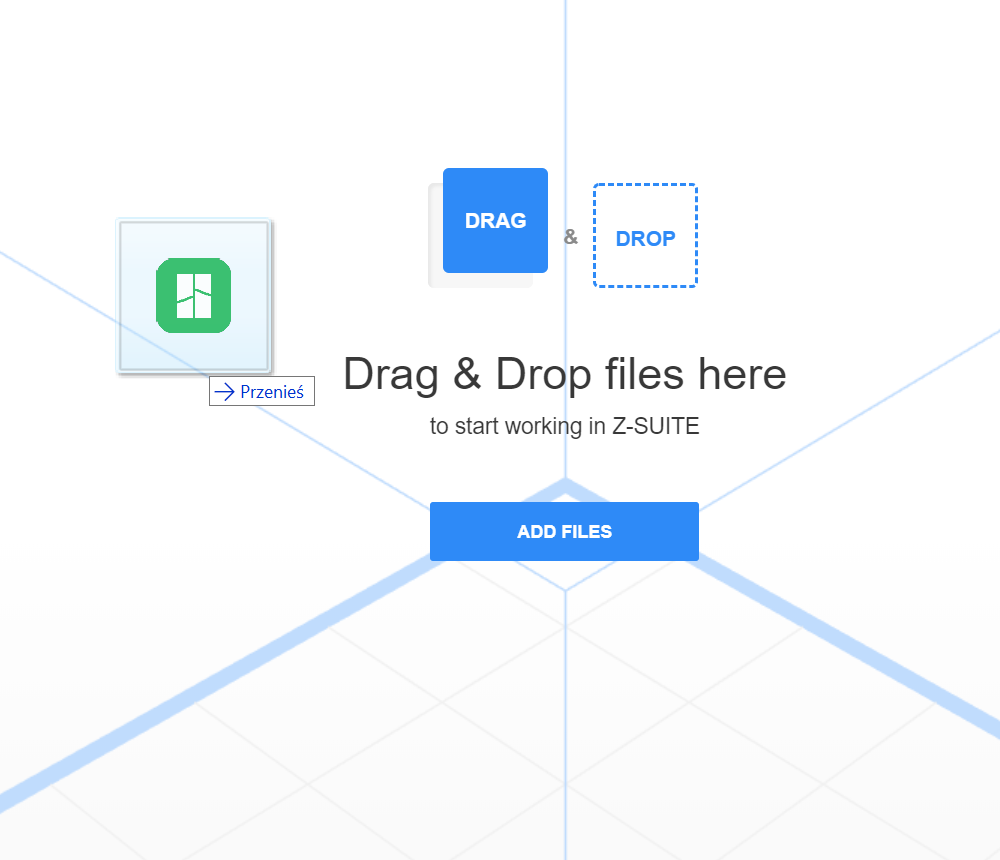
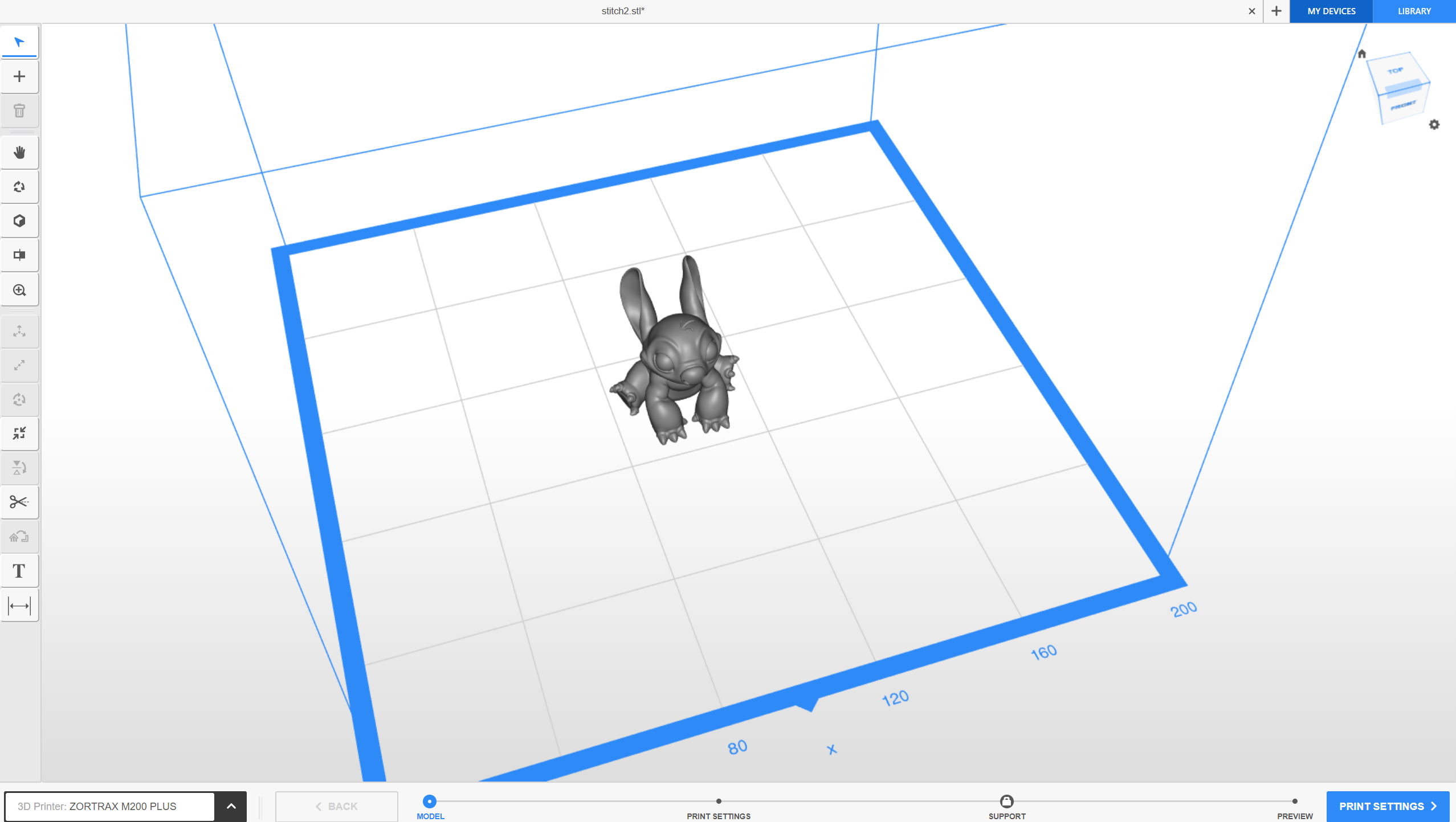
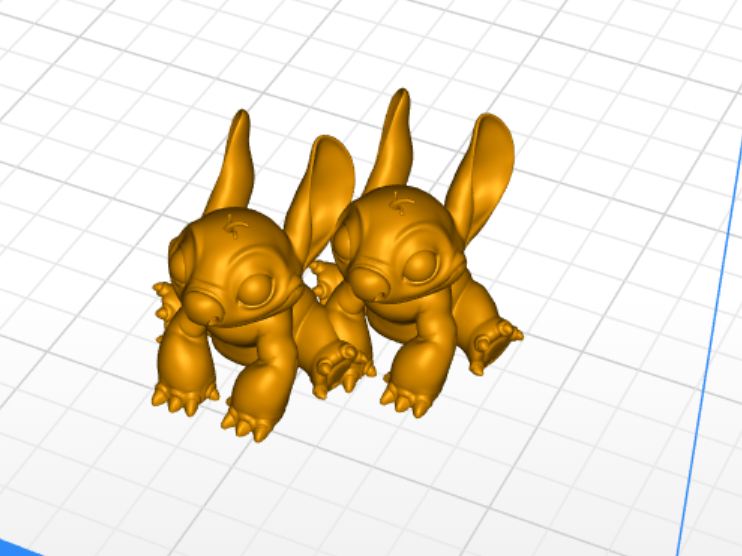
- Gdy mamy już wybraną naszą drukarkę przeniesiemy się do okna z wirtualnym przedstawieniem obszaru roboczego naszej drukarki. Pierwszą rzeczą jaką musimy zrobić jest wgranie naszego modelu, w tym celu klikam na przycisk ,,add files,, lub przeciągam go z folderu na nasz obszar roboczy


- W lewym dolnym rogu możemy zmienić drukarkę jeżeli na początku wybraliśmy inną

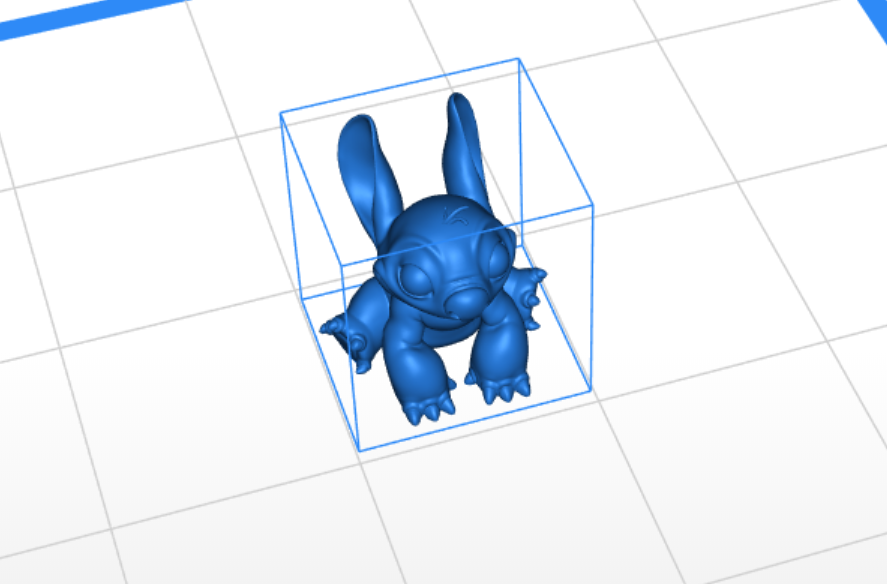
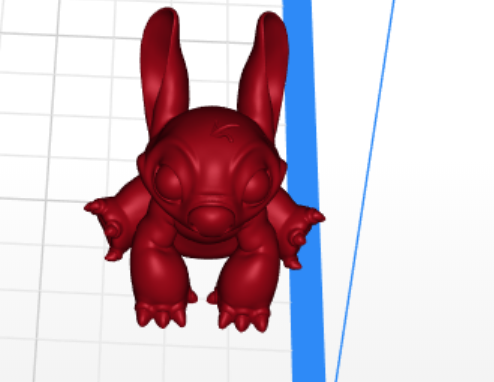
- Nasz model może mieć jeden z czterech kolorów: szary - model nie został wybrany, niebieski - model jest aktywny i wszystko jest ok, czerwony - model wychodzi poza obszar roboczy, żółty - modele nakładają się na siebie




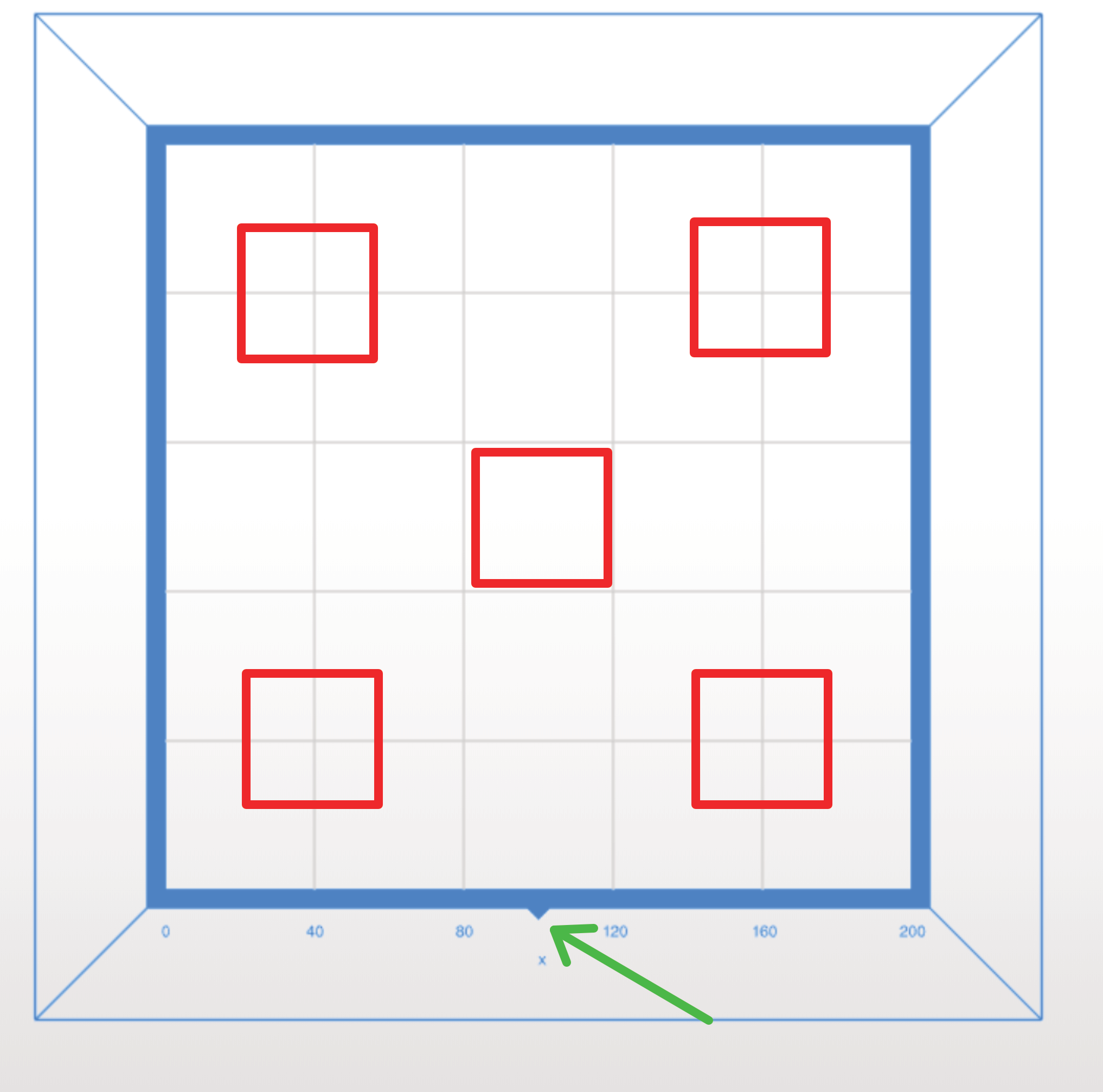
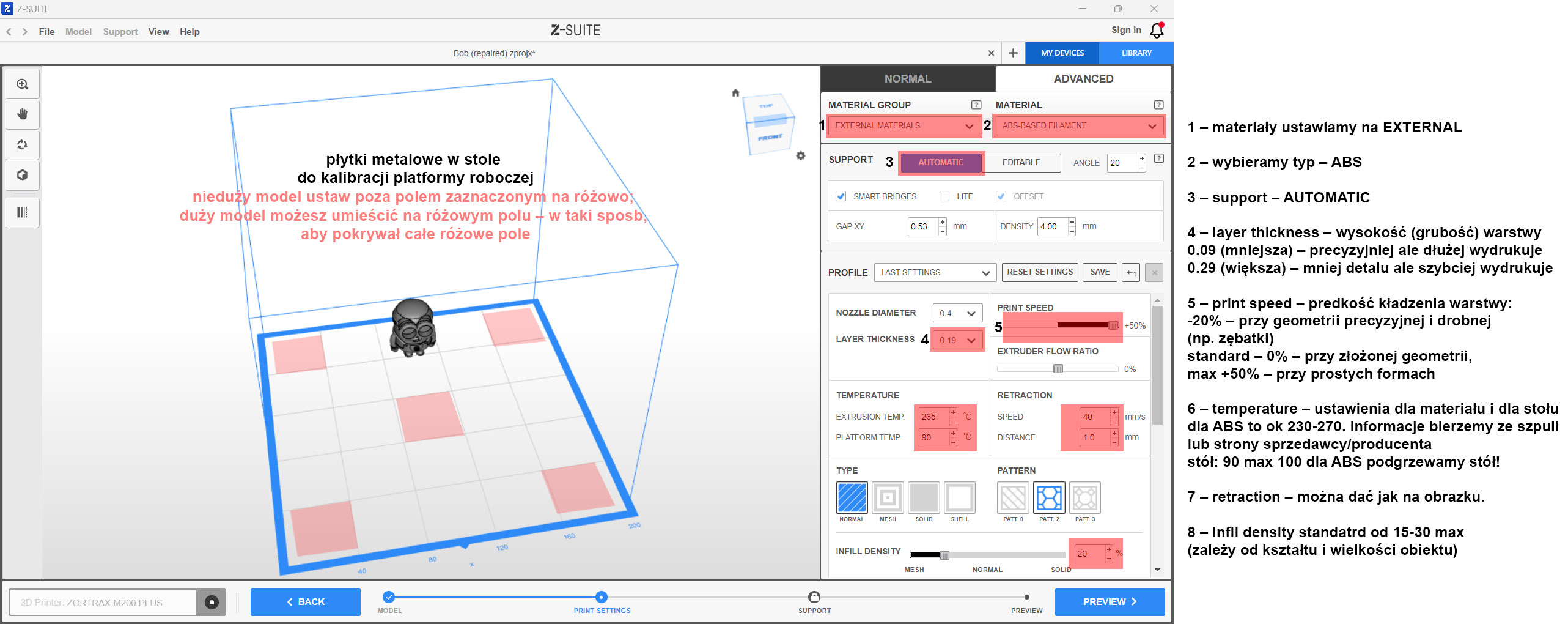
- kolejnym elementem jest ustawienie modelu na platformie roboczej, część z drukarek zortrax posiada na stole roboczym 5 metalowych płytek służących do ich kalibracji, ich położenie jest zaznaczone czerwonymi kwadratami. Jeżeli jest taka możliwość warto unikać układania na nich modelu, dzięki temu płytki kalibracyjne będą się mniej zużywać. Dodatkowo mamy małą strzałkę wskazującą nam przód drukarki (zaznaczona zieloną strzałką), ustawienie modelu bliżej przodu może ułatwić nam zdejmowanie go z drukarki po wydruku.

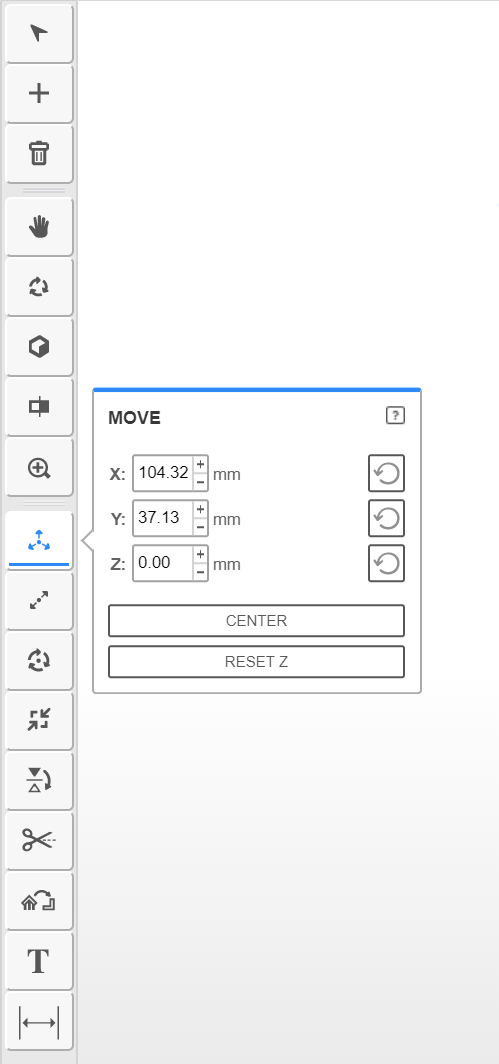
- Teraz gdy mamy już nasz model na płaszczyźnie roboczej zajmijmy się narzędziami z lewej strony. Pierwszym narzędziem jest move czyli przesuwanie obiektu, możemy to robić na dwa sposoby, po pierwsze wpisać konkretne wartości położenia, lub co jest częstsze po prostu łapiemy nasz model i przesuwamy go ręcznie


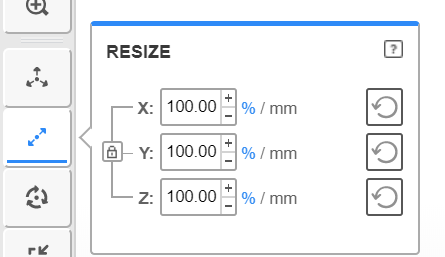
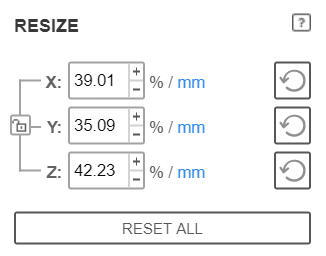
- Kolejnym narzędziem jest resize czyli skalowanie. Tu możemy skalować zarówno procentowo jak i wpisać konkretny wymiar, wystarczy wybrać opcję po prawej stronie od wartości. Jest tu również jedna dodatkowa opcja która jest dość pomocna czyli kłódka po lewej stronie od wartości - pozwala nam ona na równe skalowanie w każdej z osi lub po jej odblokowaniu skalowanie oddzielnie w poszczególnych osiach.



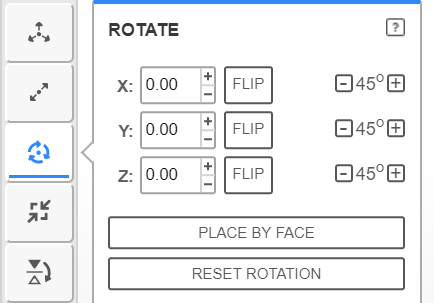
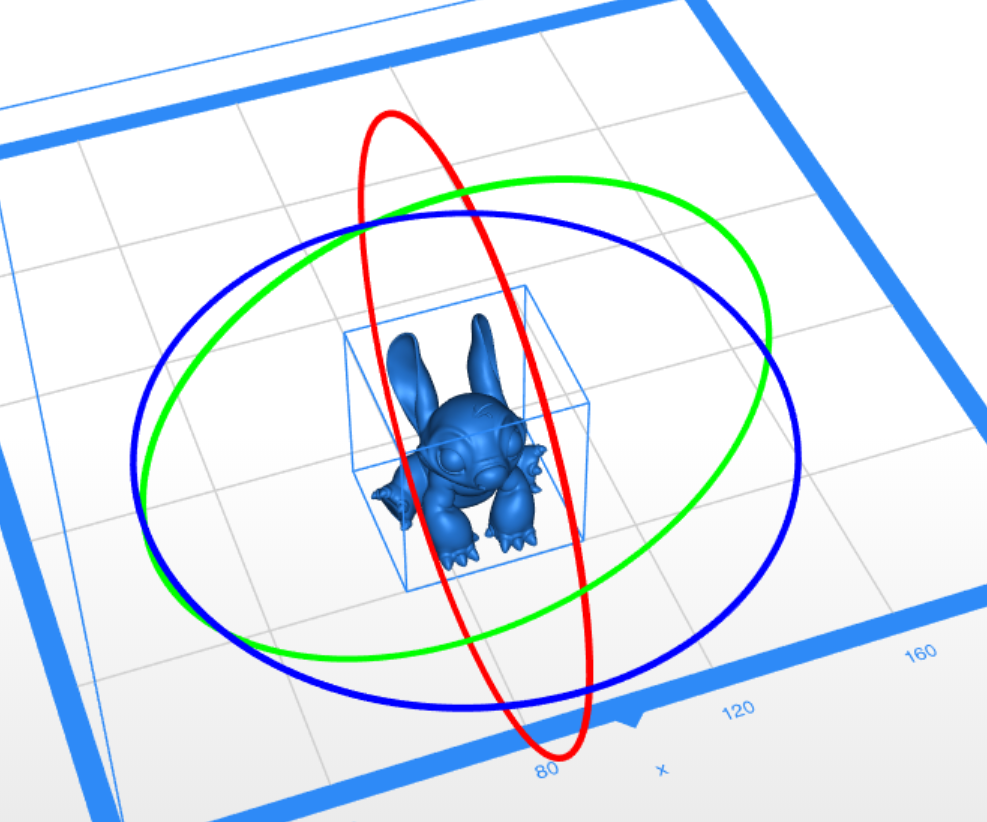
- Kolejną przydatną opcją jest rotate który pozwala nam na obracanie naszego modelu, możemy to robić wpisując konkretną wartość przy oznaczeniu osi, przyciskami +/-45° lub za pomocą okręgów na modelu. Jeżeli chcemy wykonać odbicie lustrzane możemy zastosować opcję flip w odpowiedniej osi. Jedną z najbardziej przydatnych opcji jest place by face, ponieważ chcemy aby nasz model miał jak największa pierwszą warstwę przy pomocy tej opcji możemy wskazać konkretną płaszczyznę a program sam obróci model wskazaną przez nas płaszczyzną do stołu roboczego.



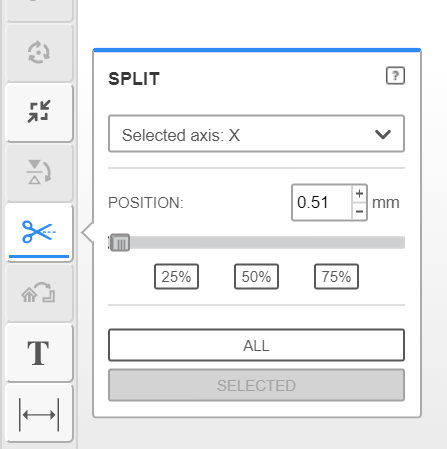
- Ostatnim narzędziem jest split przy pomocy którego możemy przeciąć nasz model w odpowiedniej osi.

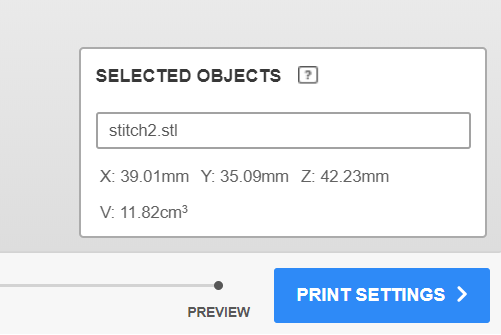
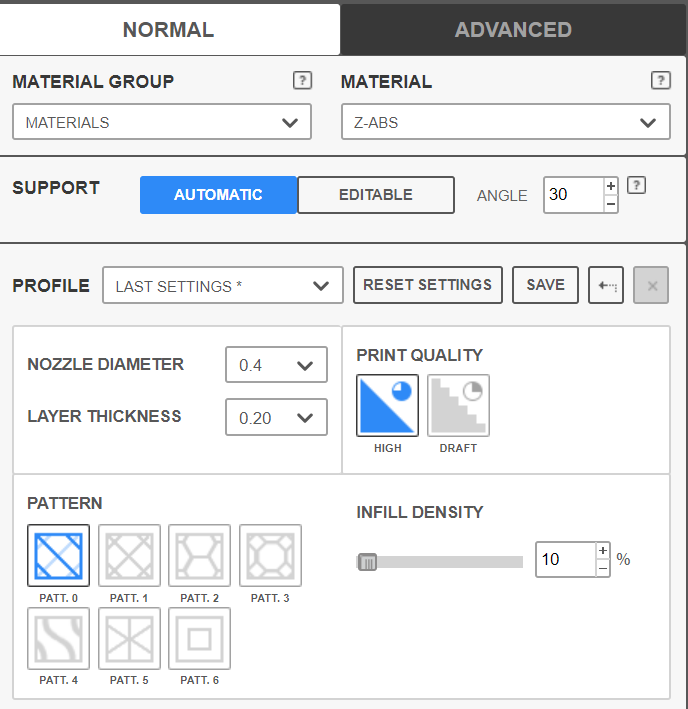
- Gdy nasz model jest już gotowy w prawym dolnym rogu wybieramy opcję print settings aby przejść do ustawienia parametrów druku.

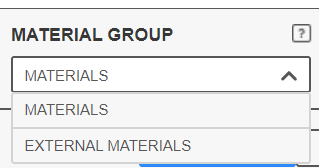
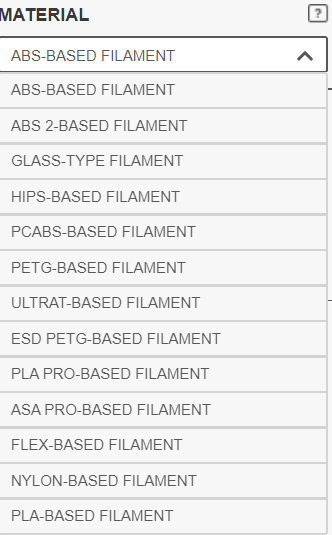
- Pierwszą rzeczą jaką musimy wybrać jest material group, jeżeli drukujemy z materiałów innych firm niż zortrax należy wybrać external materials, następnie w zakładce material wybieramy odpowiedni rodzaj tworzywa.



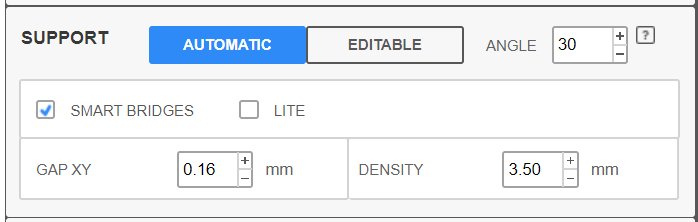
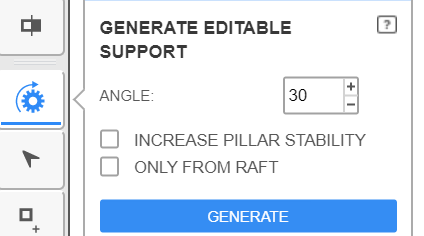
- Kolejnym krokiem jest ustawienie podpór, możemy wybrać opcję automatyczną lub jeżeli chcemy mieć większą kontrolę nad podporami wybieramy opcję editable. Następnie ustawiamy kąt od jakiego tworzone będą podpory i włączamy opcję lite aby podpory były łatwiejsze do usunięcia.


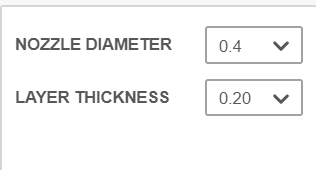
- Następna zakładka to dwa ważne parametry czyli średnica dyszy którą mamy zamontowaną w drukarce oraz grubość warstwy. Pierwszy parametr ustawiamy względem rzeczywistego rozmiaru dyszy założonego na drukarce, drugi mówi nam o tym o ile opuści się stół po wykonaniu jednej warstwy, im wyższa wartość tym druk będzie szybszy ale mniej dokładny im niższa tym wyższy czas ale lepsza jakość. Przeważnie warstwa 0.2 jest dobrym kompromisem.

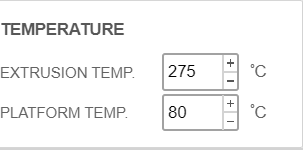
- Teraz przyszedł czas na ustawienie temperatury extrudera oraz platformy, dane te musimy odczytać z opakowania filamentu jakiego używamy bądź ze strony producenta


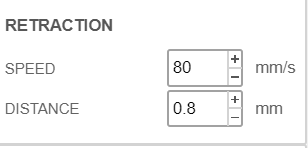
- Podczas ruchu drukarki 3D pomiędzy różnymi elementami modelu, resztki filamentu mogą wyciekać z dyszy, tworząc cienkie nitki, co jest zjawiskiem niepożądanym. Aby temu zapobiec, stosuje się retrakcję, czyli cofnięcie filamentu w dyszy. Proces ten polega na krótkim, szybkim wycofaniu filamentu, co tworzy podciśnienie w dyszy i wciąga resztki materiału, zapobiegając powstawaniu niechcianych nitek.

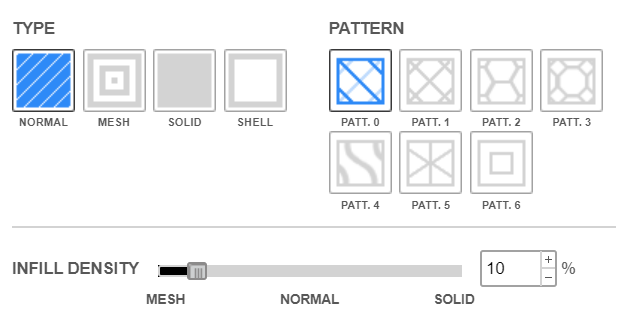
- Kolejnym parametrem jest wypełnienie, tu możemy wybrać zarówno jego kształt jak i procent wypełnienia. W typie wypełnienia możemy ustawić normalny - wzór i procent wypełnienia będzie zadany przez nas, mesh - losowy wzór i procent wypełnienia, solid- 100% wypełnienia, shell- 0% wypełnienia.
Z reguły operuje się na trybie normal z wypełnieniem na poziomie 10-30%
- Kolejnym elementem jest ilość zewnętrznych ścian, oznacza to ile linii ściany stworzy drukarka obudowując wypełnienie

- Następnym elementem jest ilość warstw górnych i dolnych, czyli ile warstwo o innym wypełnieniu ( z reguły 100%) stworzy drukarka podczas druku pierwszych warstw i ostatnich

- offset jest to pomniejszenie lub powiększenie jednego z parametrów aby zniwelować skurcz materiału podczas jego stygnięcia

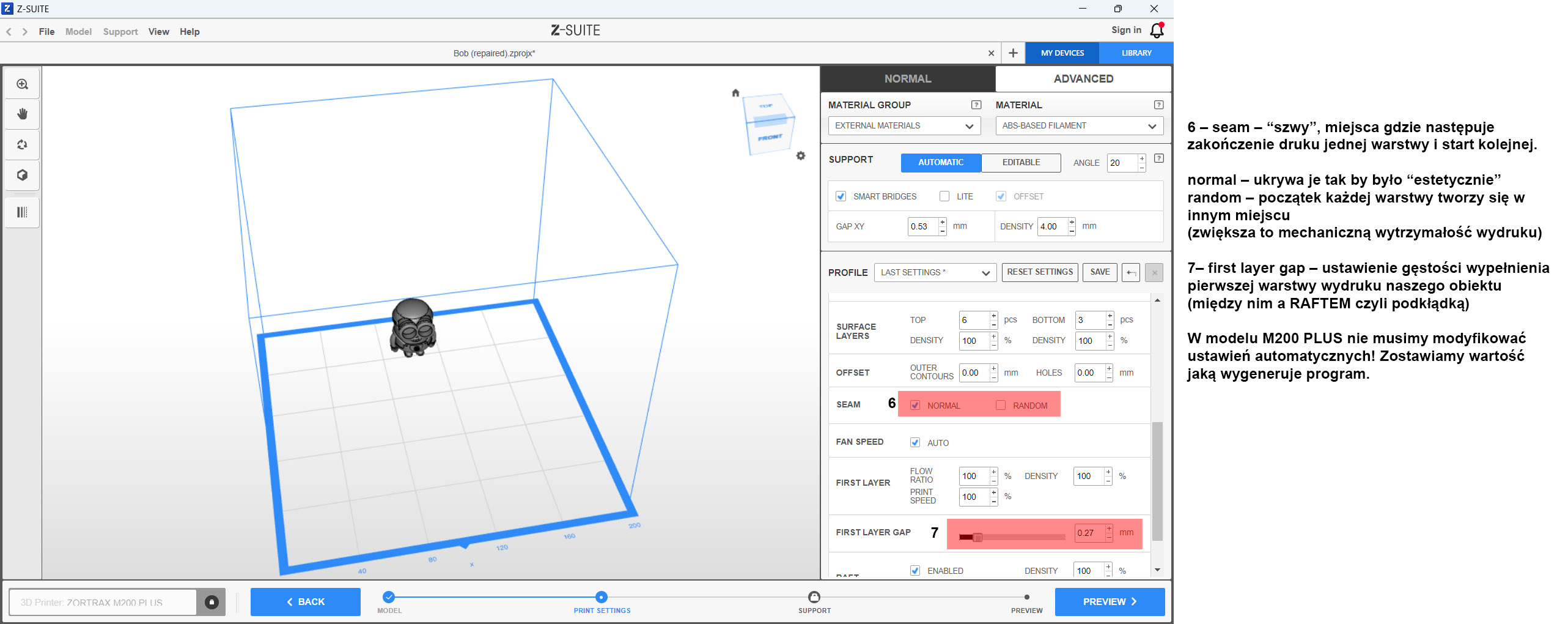
- Seam, czyli szew jest miejscem gdzie drukarka przechodzi z jednej warstwy do drugiej, możemy go ustawić w miejscu zdefiniowanym przez program, ustawić go samemu lub zostawić tryb auto aby program sam dobrał miejsce występowania szwu

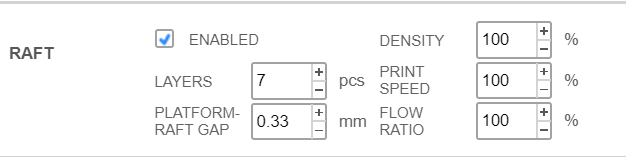
- First layer gap jest to odległość między ostatnią warstwą raftu a pierwszą warstwą wydruku, aby wydruk odchodził bez problemu od raftu musimy do wartości zadanej przez program dodać 0.1mm

- Raft jest to kilka pierwszych warstw większych od modelu którego głównym zadaniem jest zwiększenie powierzchni przylegania wydruku do stołu ale również przy perorowanych stołach, zapewnienia dobrej jakości pierwszych warstw naszego wydruku

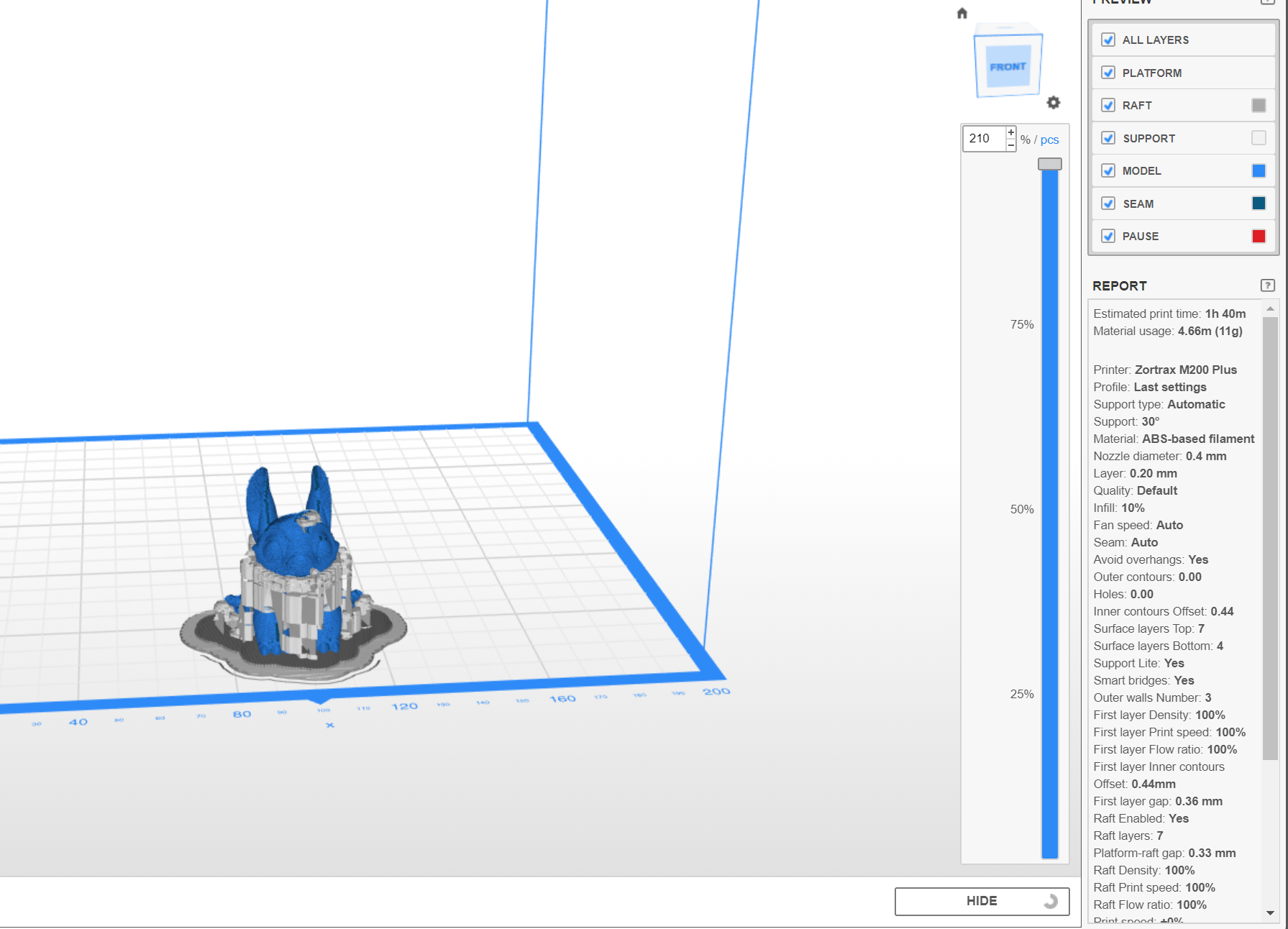
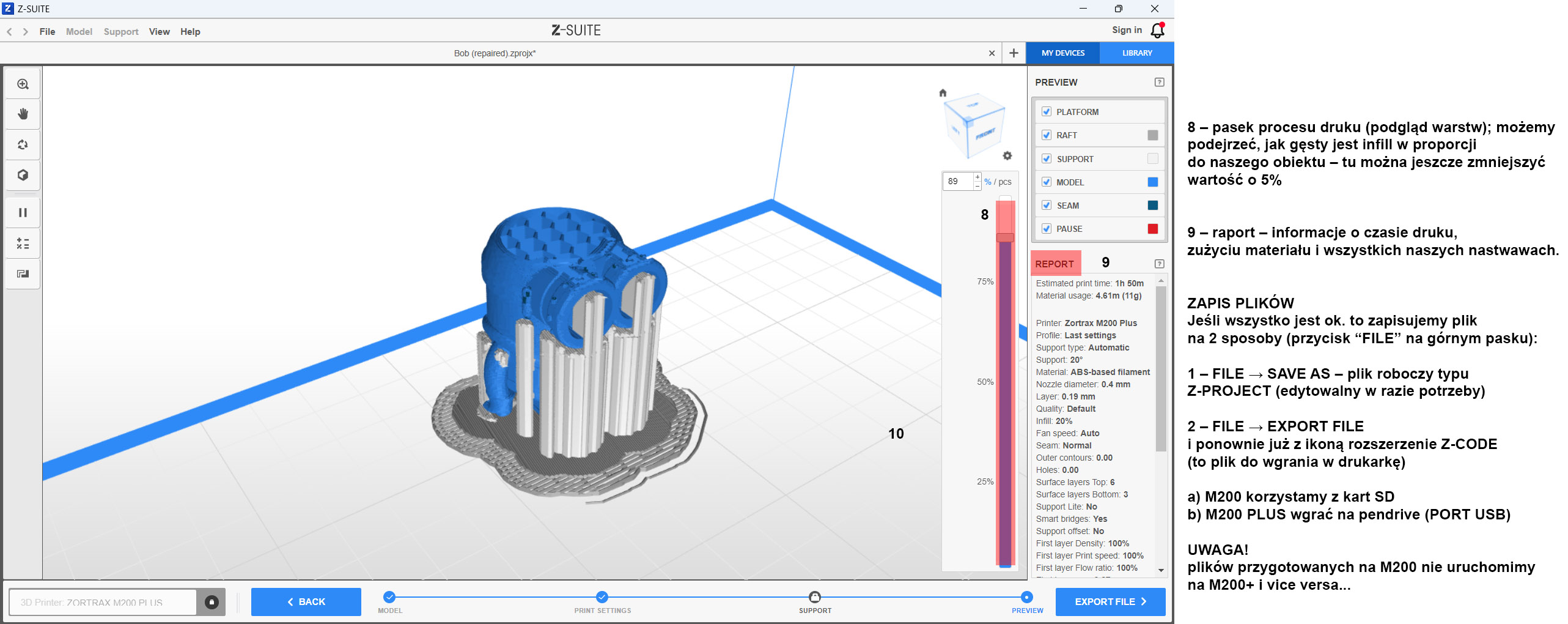
- Po ustawieniu wszystkich parametrów możemy przejść do podglądu naszego wydruku, w tym celu klikamy przycisk preview w prawym dolnym narożniku

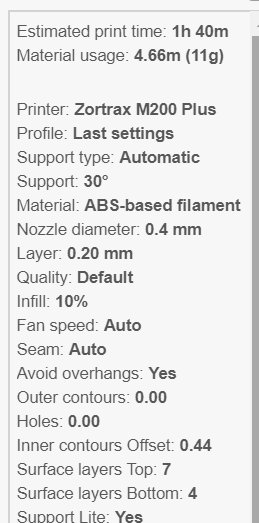
- Teraz możemy zobaczyć jak nasz wydruk będzie wyglądał wraz ze wszystkimi po wydruku. Po prawej stronie możemy włączyć i wyłączyć podgląd poszczególnych opcji a niżej dostajemy raport z którego możemy odczytać długość wydruku oraz ilość materiału potrzebnego do wykonania naszego modelu



- Ostatnim elementem jest zapisanie naszego pliku, w tym celu klikamy przycisk export file a następnie wybieramy drugi przycisk o tej samej nazwie i zapisujemy nasz kod. Uwaga dla drukarek zortrax nie jest to g-code a zcode lub zcodex2



- Oprócz zapisania naszego kodu warto również zapisać sam projekt, w tym celu w górnej zakładce file wybieramy opcję save as i zapisujemy nasz plik z rozszerzeniem zproject


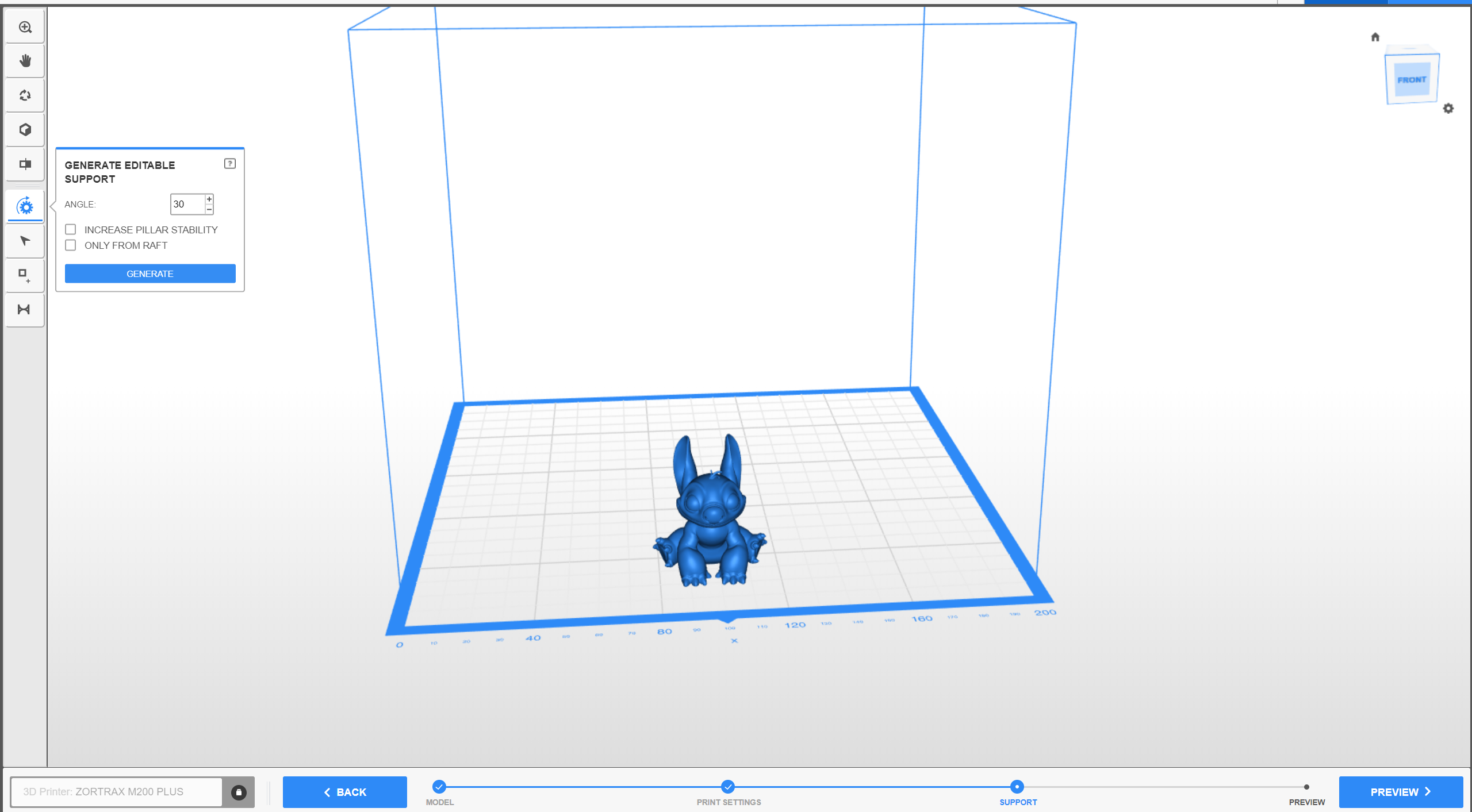
- Zanim jednak pójdziemy do drukarki omówmy jeszcze kwestię edytowania podpór, opcja ta dostępna jest po wybraniu editable support w drugim kroku. Po jej wybraniu przed eksportem zostaniemy przeniesieni do jeszcze jednego okna

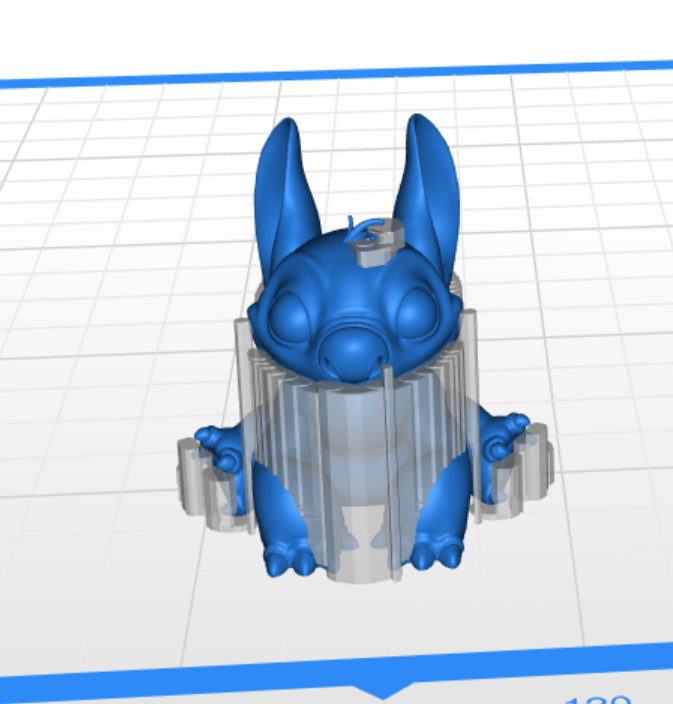
- Pierwszą rzeczą jaką musimy zrobić jest wygenerowanie podpór, w tym celu wybieramy ikonę koła zębatego ze strzałką a następnie określamy kąt. Możemy również zaznaczyć opcję only from raft, wtedy nasze podpory będą generowane tylko od raftu do modelu bez podpór między częściami modelu. na koniec klikamy opcję generate

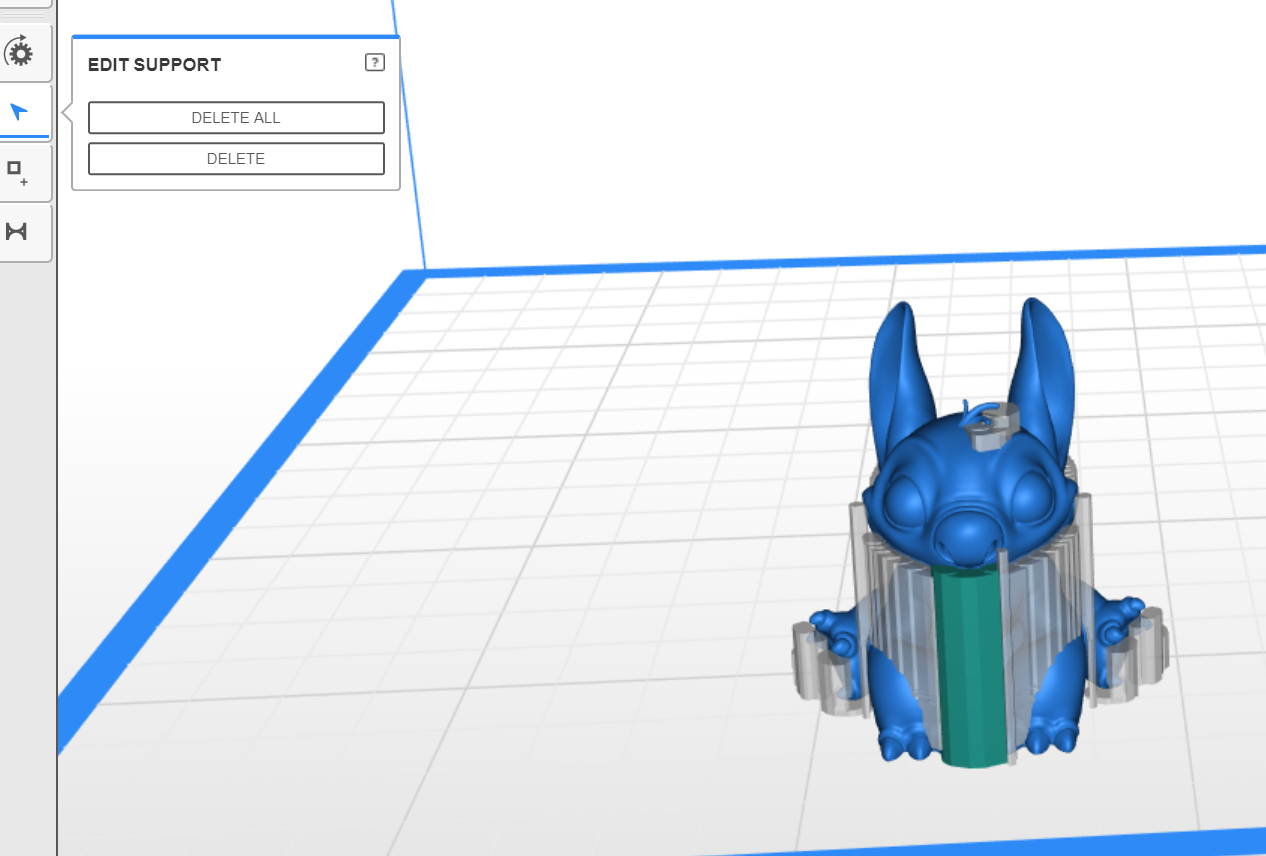
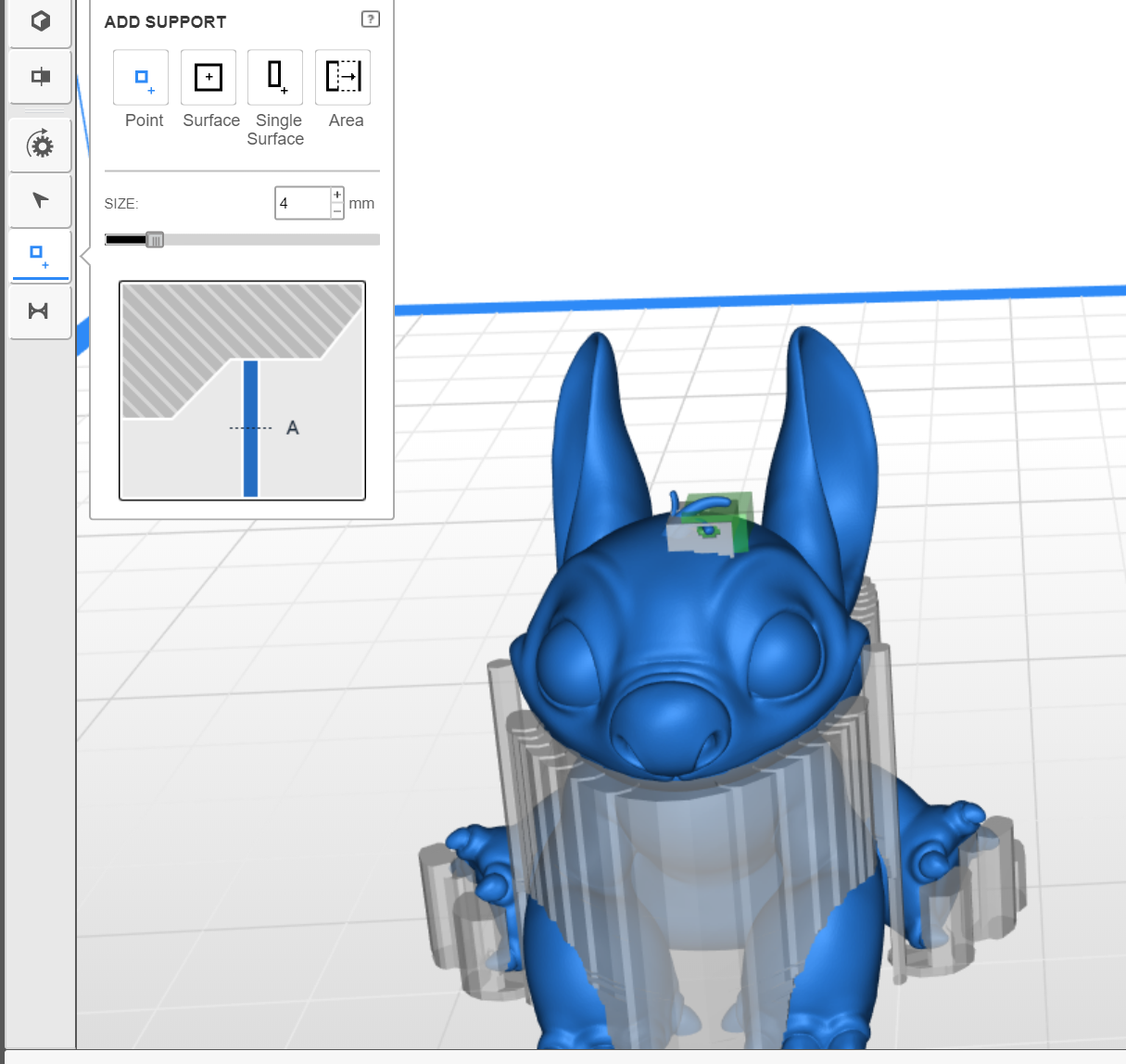
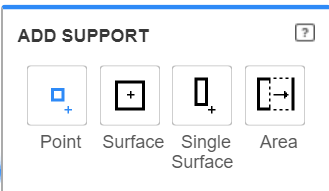
- Teraz widzimy proponowane przez program podpory, możemy je usunąć wybierając ikonkę strzałki, następnie zaznaczamy podpory do usunięcia i klikamy delete. Możemy również dodawać podpory, wybieramy opcję kwadratu z plusem a następnie jak chcemy dodać podporę (punkt, powierzchnia, pojedyncza powierzchnia, obszar) oraz określamy ich wielkość i wskazujemy miejsce gdzie chcemy je dodać. Korzystając z tej opcji możemy nie generować podpór automatycznie.





- Teraz jesteśmy gotowi aby puścić nasz pierwszy projekt na drukarkę 3D









Slicer cura
Aby przekształcić model 3D w rzeczywisty, namacalny obiekt, potrzebujemy nie tylko drukarki 3D, ale także specjalistycznego oprogramowania zwanego slicerem. Drukarka 3D sama w sobie nie jest w stanie zinterpretować pliku 3D – to zadanie wykonuje właśnie slicer, który konwertuje nasz model do formatu zrozumiałego dla urządzenia. Slicer pełni rolę „tłumacza”, ale jednocześnie daje możliwość dokładnego dostosowania modelu do druku. Dzięki temu narzędziu możemy edytować model, ustawiać go na platformie, dodawać podpory oraz precyzyjnie określać parametry druku, takie jak warstwa, prędkość czy temperatura.
Obecnie na rynku dostępnych jest sporo slicerów, oprócz tych wydawanych przez producentów drukarek są też slicery bardziej uniwersalne. Jednym z takich programów, który opiszemy w poniższym artykule jest Cura.
Pierwszym elementem naszej przygody z curą będzie zapoznanie się z interfejsem programu
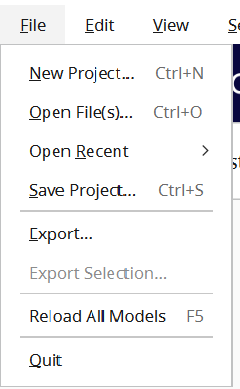
W zakładce "file" znajdziemy typowe opcje takie jak tworzenie nowego projektu, zapisywanie go czy co bardzo ważne - zapisywanie projektu
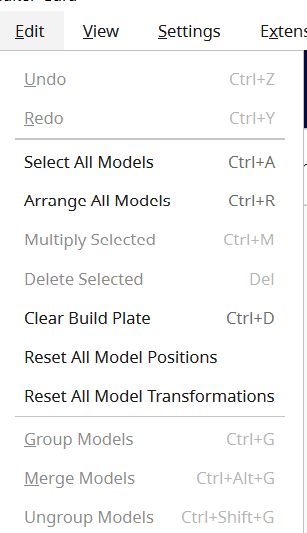
Zakładka "edit" pozwala nam na wiele operacji na naszych modelach, najważniejsze dla nas będą "Undo" i "Redo" czyli cofanie i przywracanie operacji (skróty ctrl+z i ctrl+y też działają) "Arrange all models" czyli ustawianie automatyczne modeli oraz "Multiply Selected" czyli powielanie wybranych modeli
W lewym górnym rogu znajdziemy ikonę "folderu" klikając w nią możemy wybrać model który będziemy chcieli drukować

Obok znajdziemy wybraną przez nas drukarkę ( o ich dodawaniu w dalszej części)
Na środku znajdziemy zakładkę z wyborem materiału z którego będziemy drukować

Po prawej stronie znajdziemy rozwijaną zakładkę z ustawieniami

Nad zakładką z materiałami możemy zobaczyć trzy zakładki które będą się zmieniać wraz z postępem naszych prac

Główną część ekranu stanowi pole robocze naszej drukarki na którym będziemy pracować
Dodawanie drukarki
Dodawanie nowej drukarki jest pierwszą rzeczą jaką musimy zrobić przy pierwszym uruchomieniu slicera, nie oznacza to jednak że nie możemy dodawać nowych drukarek również później. Poniższy proces jest identyczny dla obu przypadków.
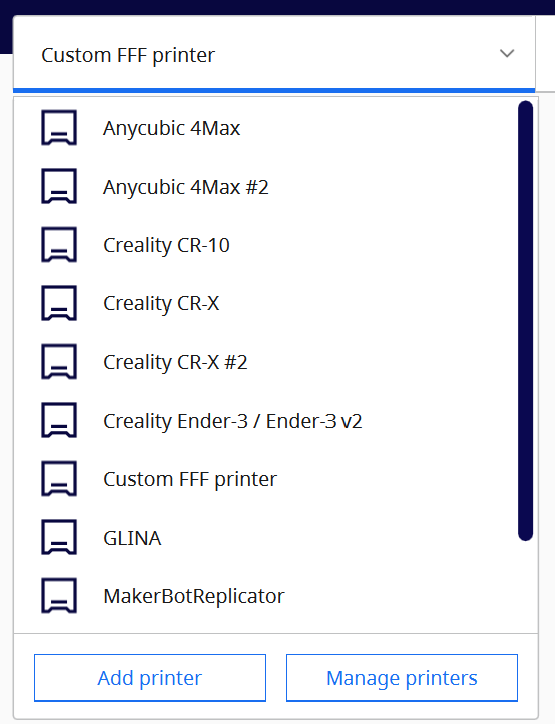
Przy dodawaniu kolejnych drukarek musimy rozwinąć zakładkę z drukarkami a następnie wybrać "add printer" ( przy pierwszym uruchomieniu ten krok pomijamy)
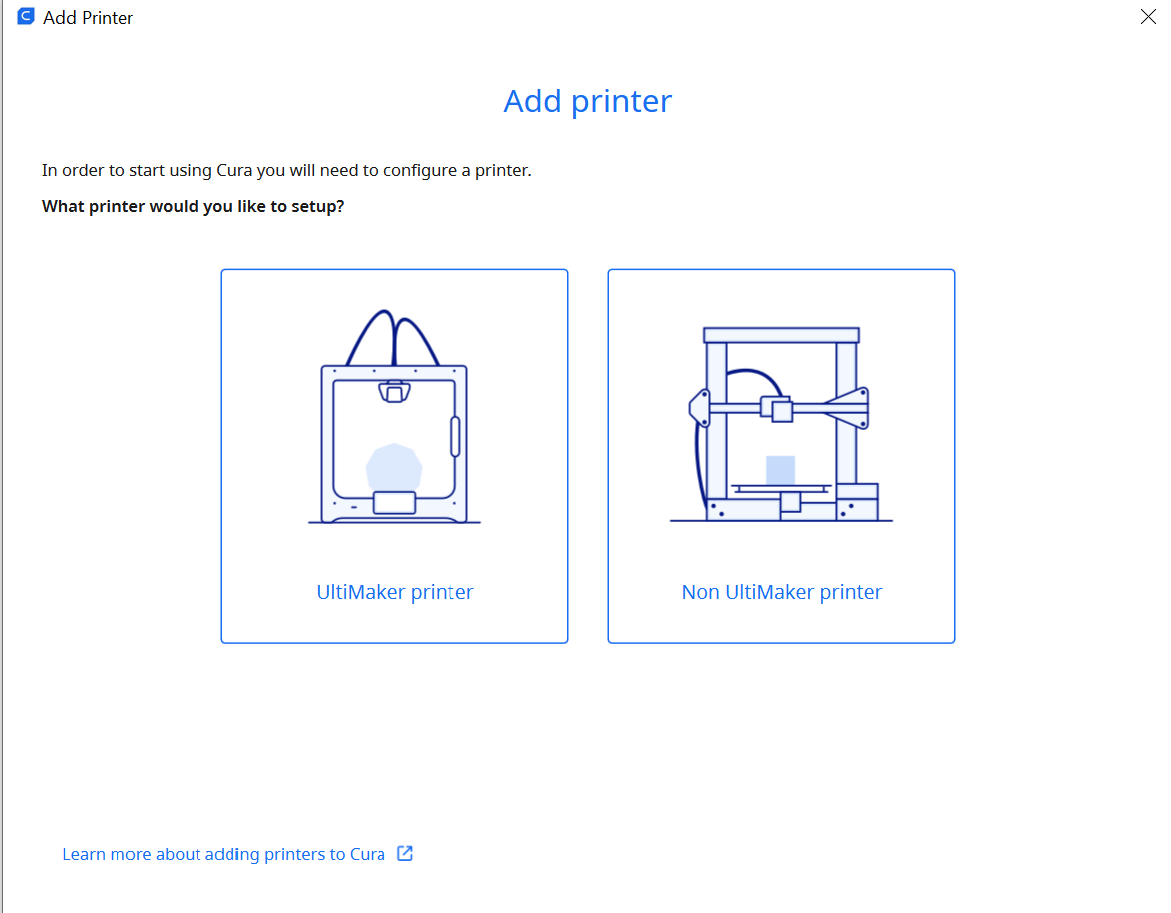
Następnym krokiem jest wybranie czy nasza drukarka jest firmy ultimaker czy innej, na potrzeby tego artykułu wybierzemy non ultimaker printer
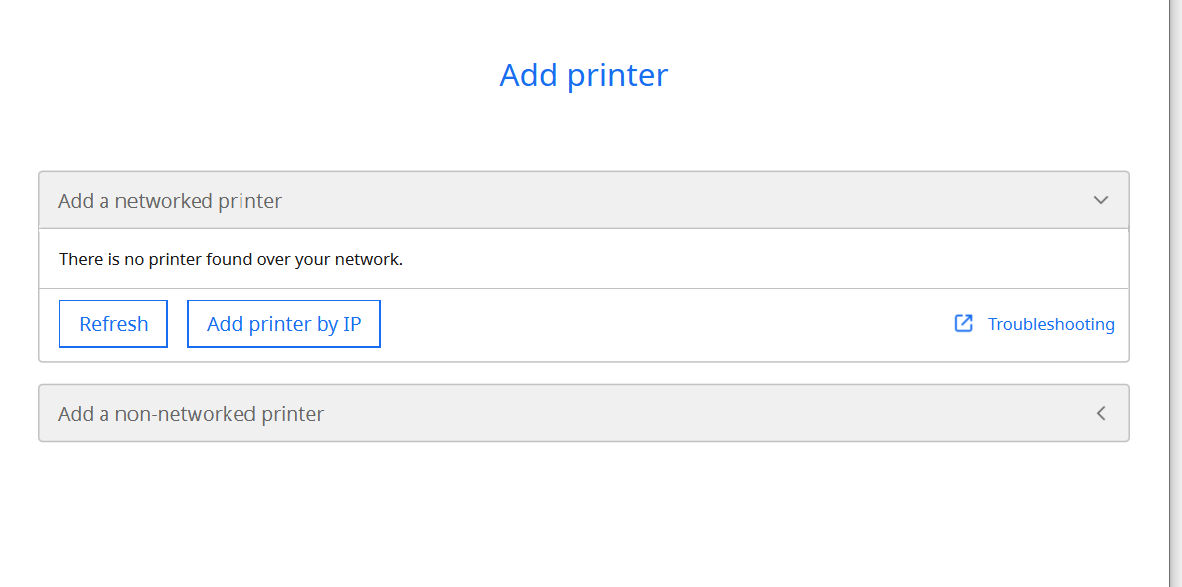
W kolejnym oknie mamy dwie możliwości dodania naszej drukarki, poprzez IP lub ręcznie ( zalecane)
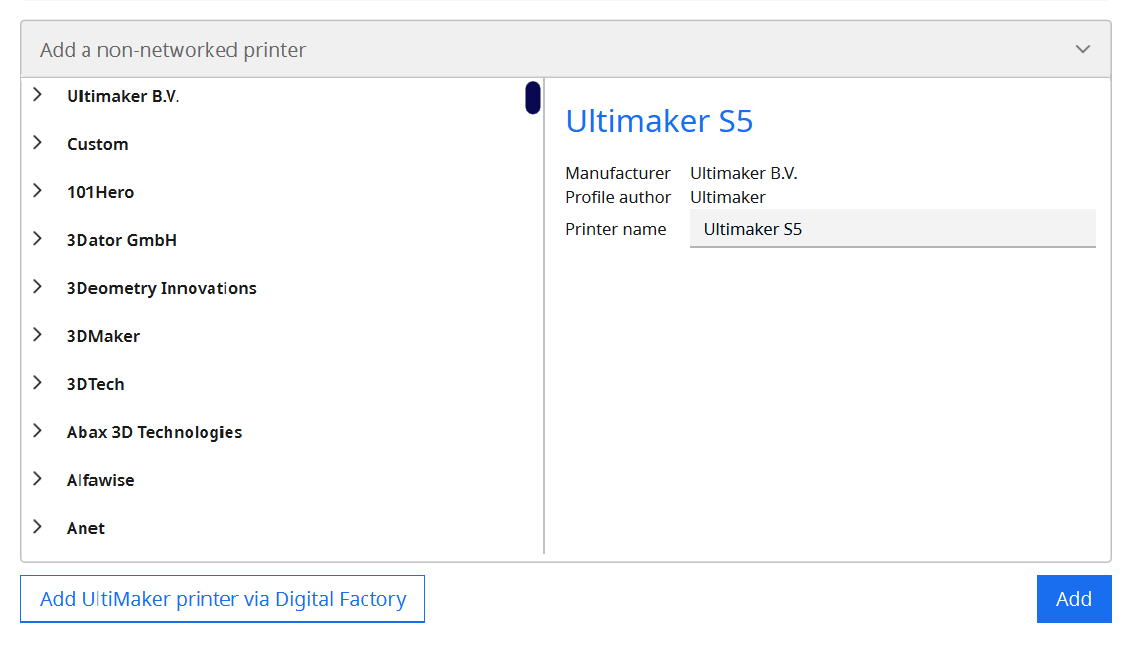
Po wybraniu non-network printer musimy znaleźć firmę naszej drukarki a następnie sam model, jeżeli nie możemy znaleźć naszej drukarki możemy wybrać opcję "Custom". Po wybraniu drukarki w prawym oknie możemy nadać jej nazwę.
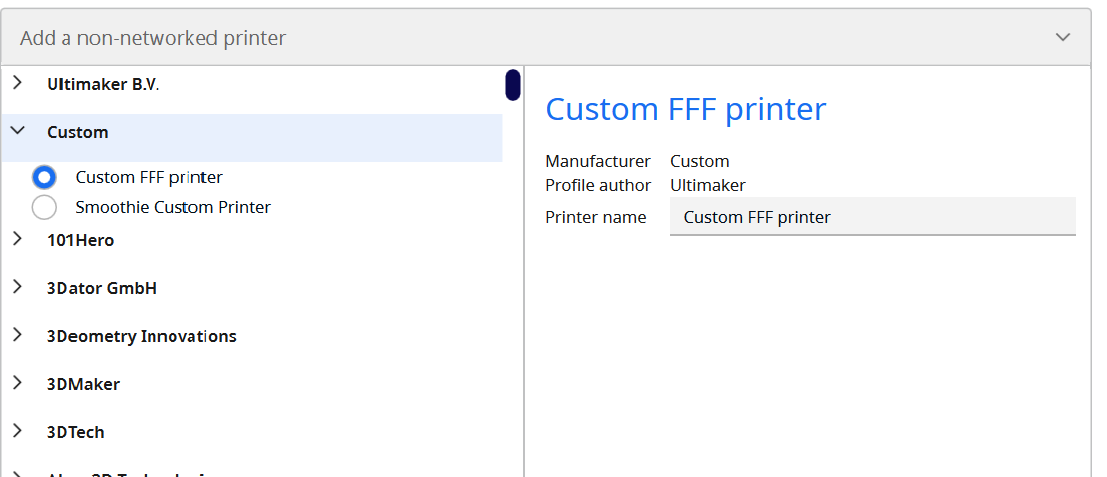
W przypadku opcji "custom" po przejściu dalej otwiera nam się okno z parametrami drukarki. W znacznej większości jedyną rzeczą jaką musimy zmienić są wymiary pola roboczego które możemy odczytać ze strony producenta lub nawet zmierzyć ręcznie. Jeżeli nasz drukarka posiada podgrzewany stół musimy zaznaczyć również opcję heated bed.
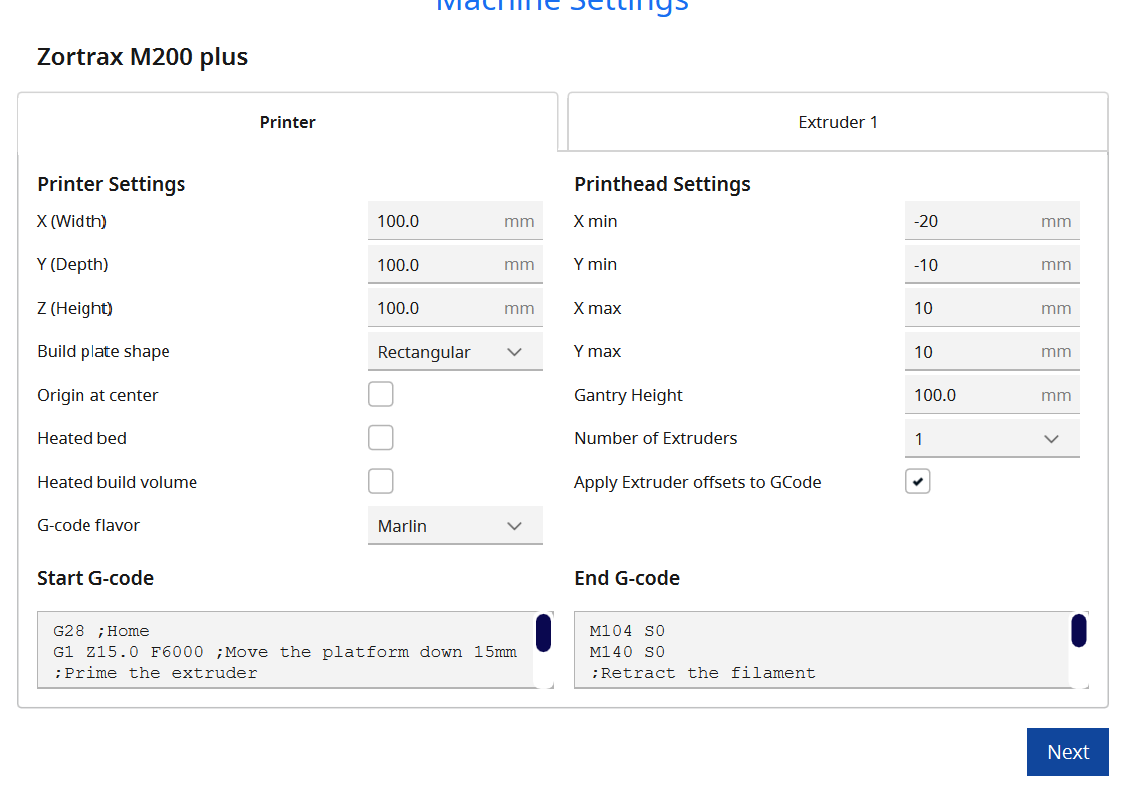
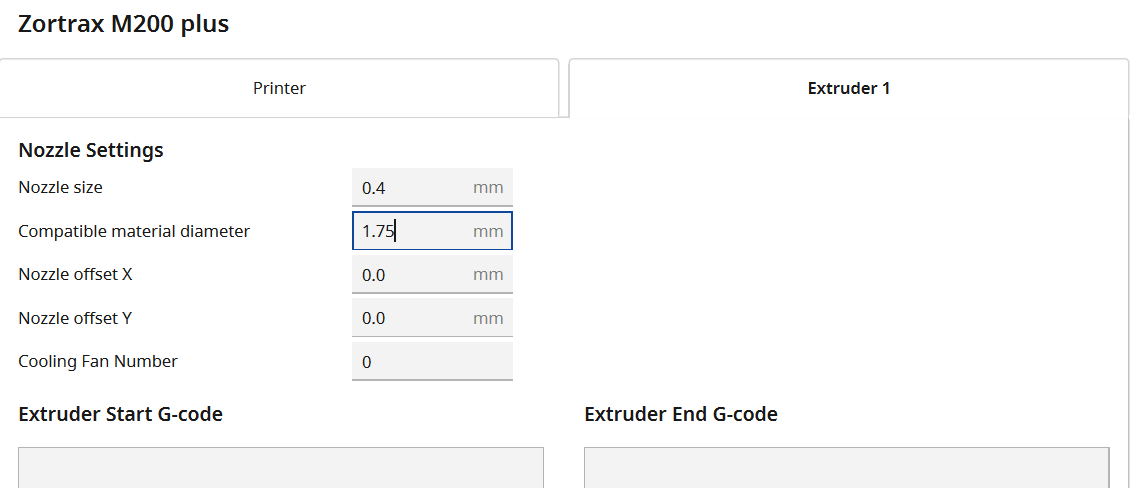
W zakładce extruder 1 musimy zmienić średnicę filamentu z 2.85 na 1.75 mm
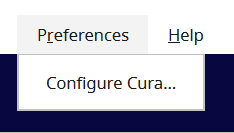
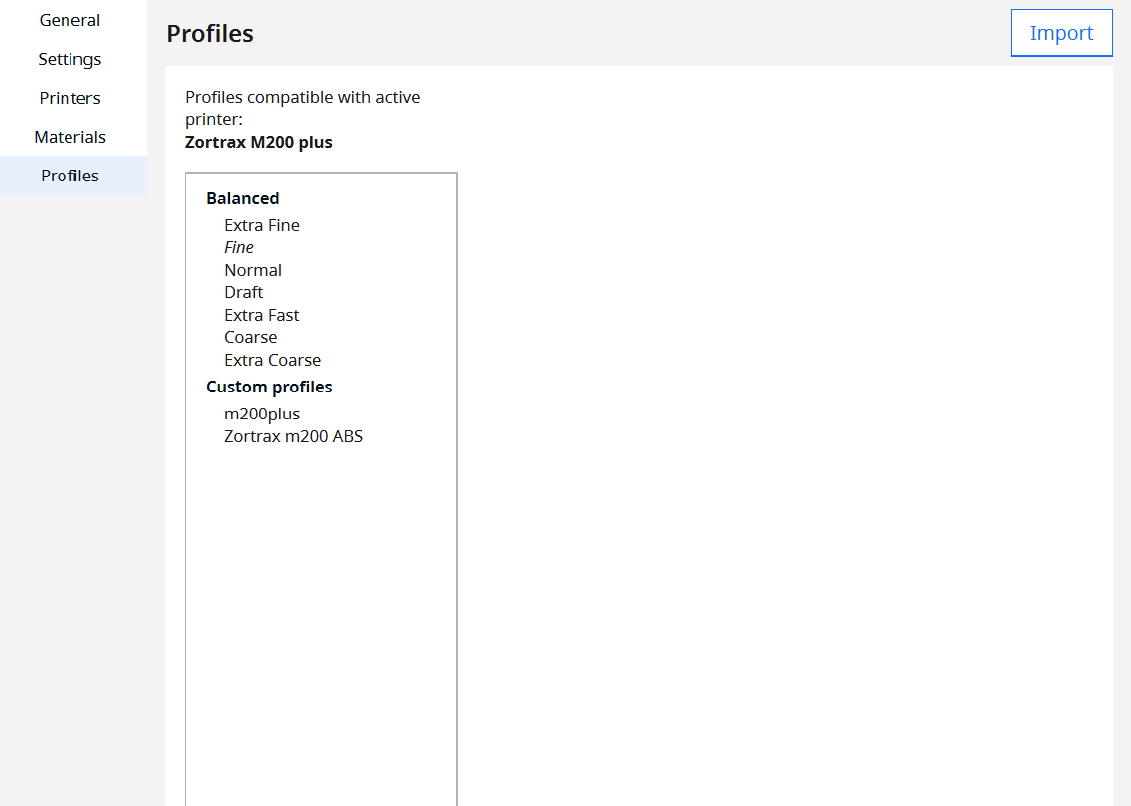
Czasem potrzebne są pewne dodatkowe zmiany, zanim sami zaczniemy próbować je dostosować warto sprawdzić czy ktoś już nie zrobił tego przed nami. W tym celu warto poszukać "profili". Aby wgrać profil wybieramy zakładkę "preferences" i "configure cura" a następnie przechodzimy do zakładki "profiles" i wybieramy "import" po prawej stronie
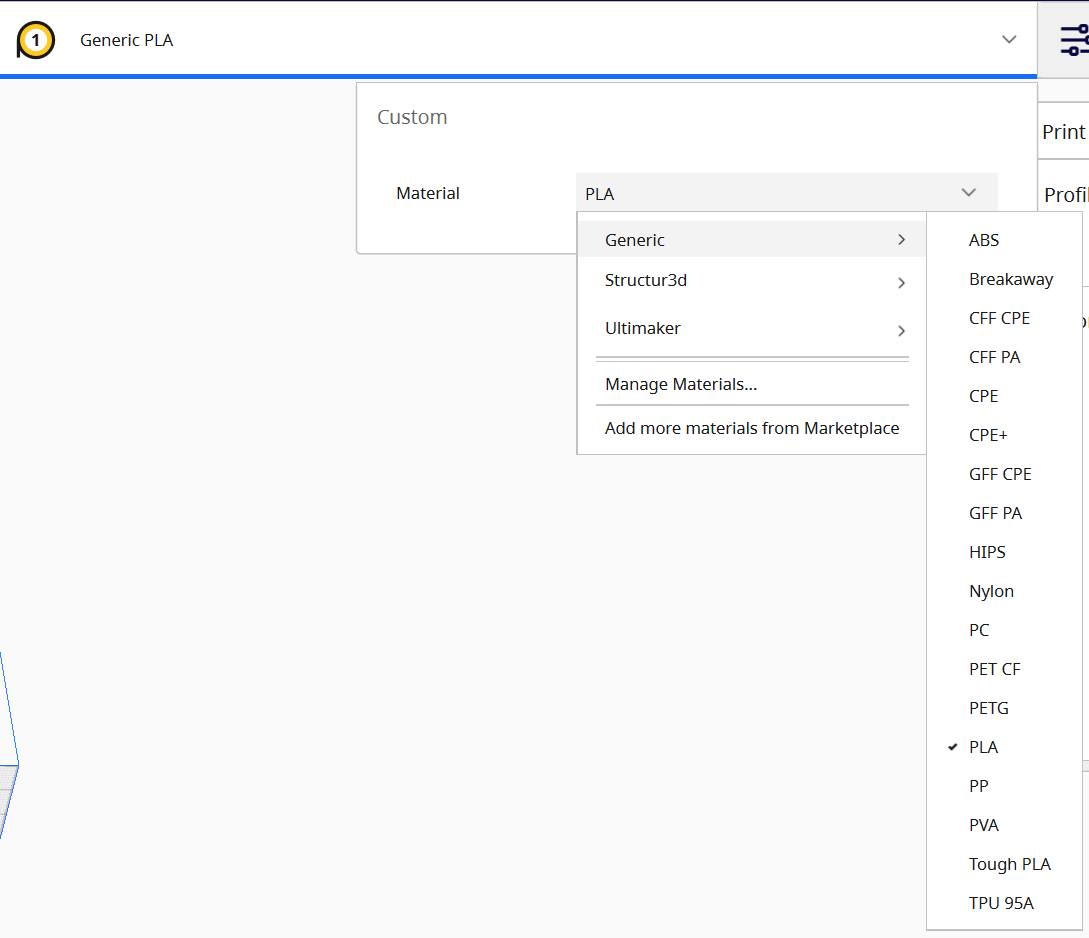
Zanim przejdziemy do naszego modelu musimy wybrać materiał z którego będziemy drukować w tym celu rozwijamy zakładkę z materiałami a następnie możemy skorzystać z gotowych ustawień dla konkretnych filamentów (zalecane generic) lub dodać własny
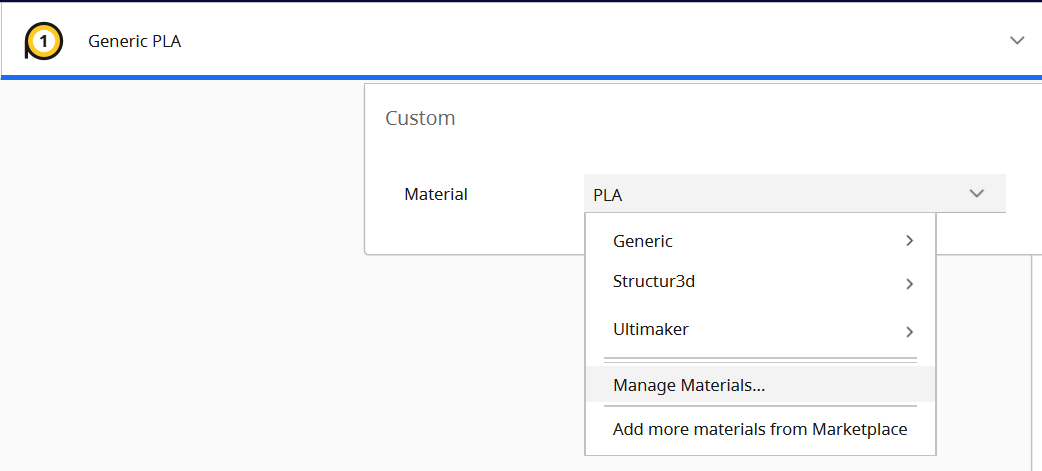
W celu dodania własnego materiału zamiast zakładki generic wybieramy manage materials a następnie create new
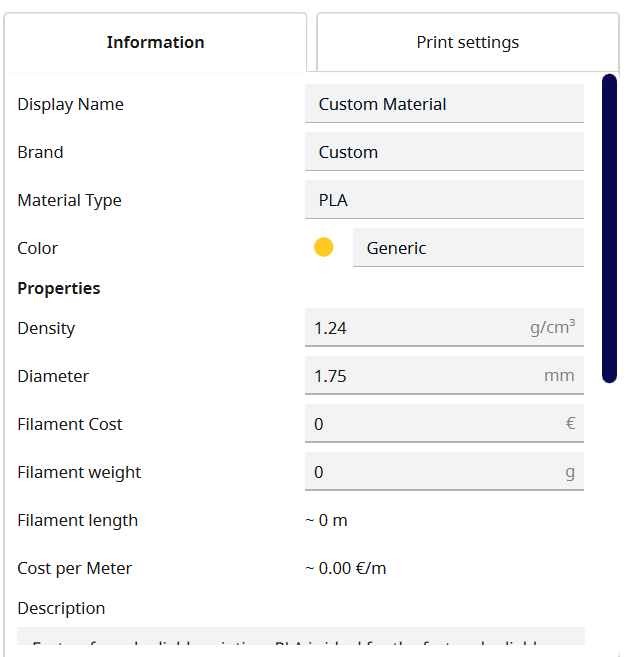
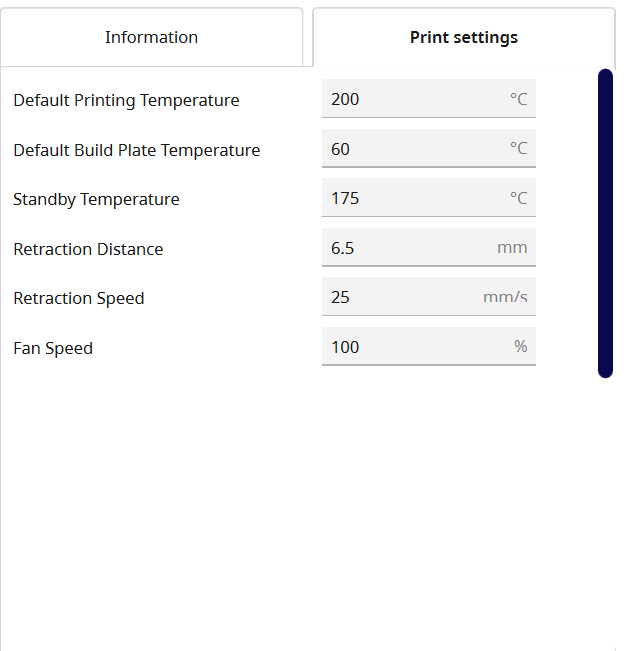
W zakładce information możemy nadać kolor, nazwę czy wybrać typ naszego filamentu, natomiast w zakładce pront settings określamy parametry druku które możemy znaleźć na opakowaniu filamentu lub na stronie producenta
Czas na wgranie naszego modelu, wybieramy ikonę "teczki" a następnie model z rozszerzeniem .stl
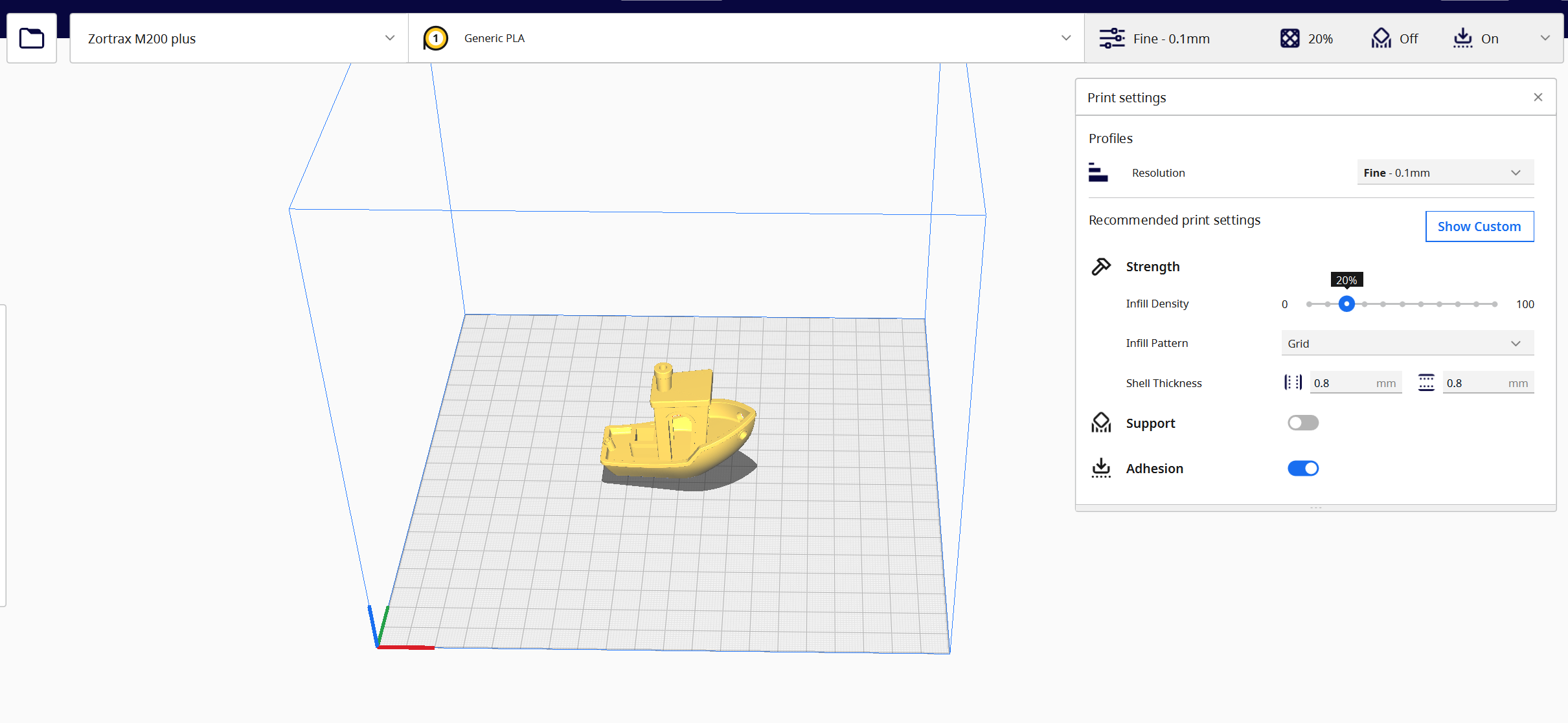
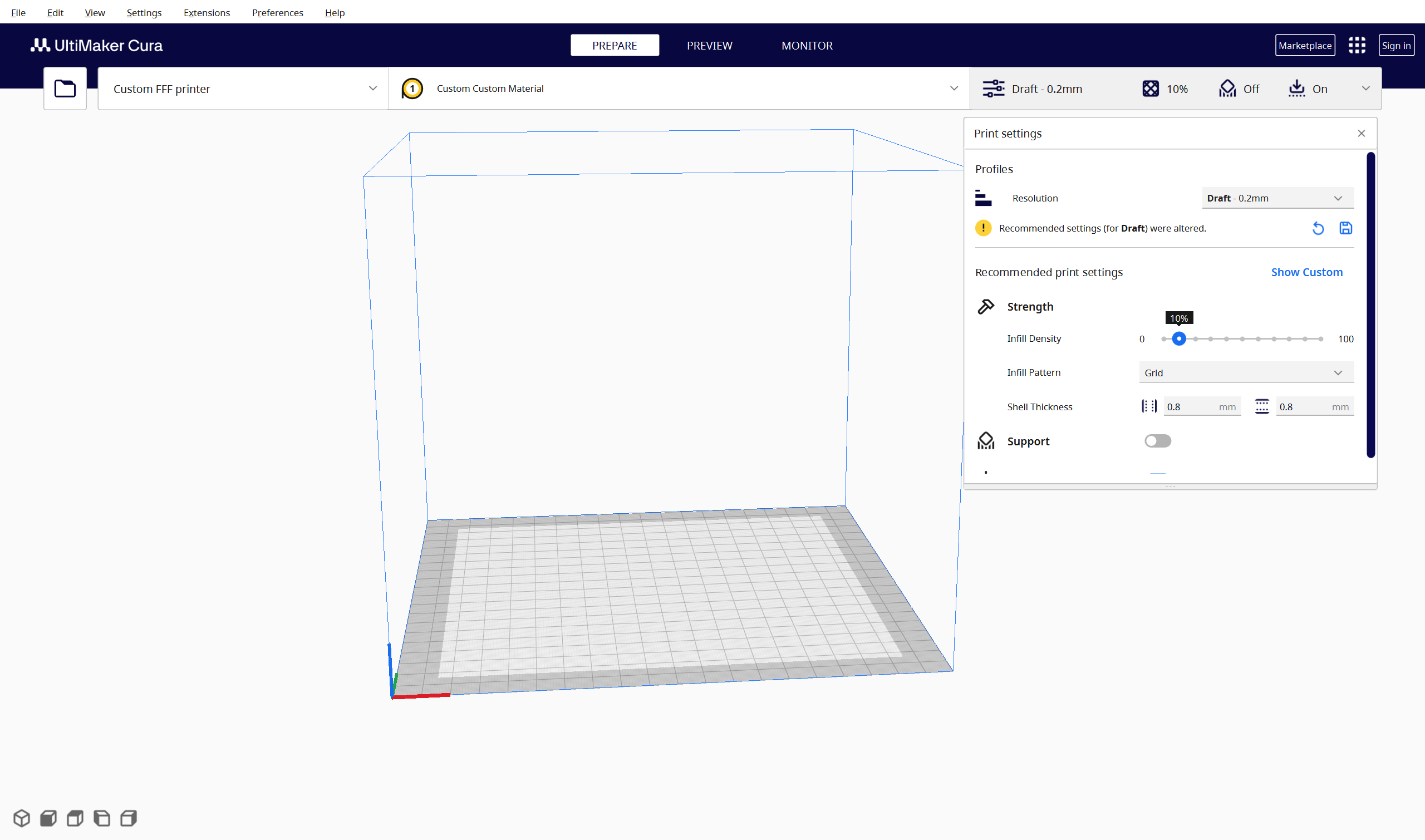
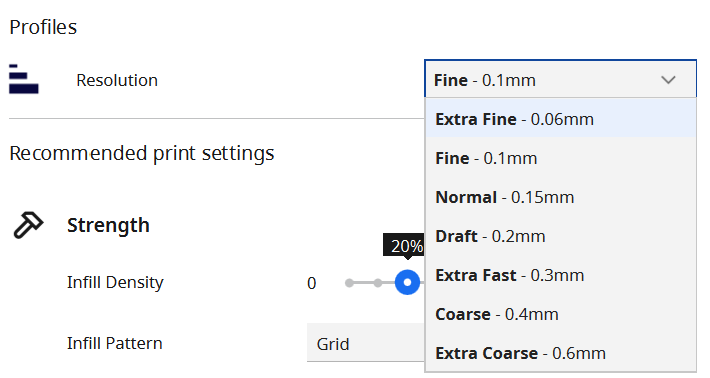
Po rozwinięciu zakładki z parametrami po prawej stronie pierwszą rzeczą jaką możemy wybrać jest resolution czyli grubość warstw, im wyższa tym szybszy ale mniej dokładny druk, niższe warstwy zapewnią lepszą jakość kosztem wydłużenia czasu. Warstwa 0.2 mm jest częstym wyborem jako kompromis pomiędzy krótkim czasem i jakością wydruku.
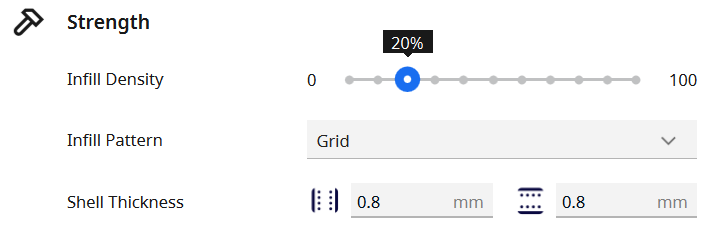
Następnie możemy określić wytrzymałość naszego wydruku sterując wypełnieniem oraz wzorem wypełnienia jak również grubością ścianek bocznych, dolnych i górnych. Z reguły operujemy wypełnieniem w granicach 10-30%. Wzór pozwala nam zmienić w pewnym stopniu czas wydruku i jego wytrzymałość (oddzielny artykuł). Grubość ścianek na początku lepiej zostawić domyślną, ich zmiana może przynieść więcej szkody niż pożytku.
Dwa ostatnie parametry pozwalają nam na włączanie i wyłączanie kolejno podpór jak i elementów poprawiających przyczepność wydruku do stołu
Po ustawieniu wszystkich elementów możemy wcisnąć przycisk slice w celu "pocięcia" naszego pliku
Po przeliczeniu w miejscu tego przycisku pojawią się informacje o czasie wydruku czy ilości materiału potrzebnego do wydruku
Klikając przycisk preview możemy zobaczyć podgląd jak będzie wyglądał gotowy wydruk
Teraz przy pomocy przycisku save to disk, możemy zapisać nasz plik i go wydrukować.
Z-suite podstawowe ustawienia do druku
Z-SUITE to oprogramowanie przeznaczone dla urządzeń firmy Zortrax. Aplikacja umożliwia przygotowanie modelu do druku 3D zapisując projekt w formacie .zcode / .zcodex. Z-SUITE pozwala na zmianę i dostosowanie ustawień druku, takich jak rozmiar modelu, grubość warstwy, rodzaj wypełnienia oraz ilość wygenerowanych struktur podporowych. Program działa na platformach Windows i Mac.
W FABLABIE obowiązująca wersją oprogramowania jest 2.32.0.0 ! Nowsze wersje mogą nie posiadać opcji przygotowania plików na model M200 jedynie na M200 PLUS!
LINK do wersji 2.32.0.0
https://support.zortrax.com/downloads/software/
Na drukarkach w FABLABIE drukujemy wyłącznie z materiałów posiadanych przez nas.
Obsługiwać urządzenia mogą wyłącznie osoby uprawnione do tego, mające zdany egzamin lub uczestnicy po odpowiednim kursie!
Osoby nie spełniające tych wymogów muszą korzystać z pomocy Edukatorów lub wolontariuszy FABLAB.
ZORTRAX M200 PLUS PODSTAWOWE INFORMACJE O DRUKARCE
- Obszar roboczy: 200 x 200 x 180 mm
- Średnica dyszy: 0,4 mm
-
Średnica filamentu: 1,75 mm
- Nośnik danych: PenDrive USB
POLSKI https://www.youtube.com/watch?v=7U2ixQVXjOEhttps://www.youtube.com/watch?v=O8_NfZ9XEmU
ENGLISH https://www.youtube.com/watch?v=4laoNNOHjh4
https://www.youtube.com/watch?v=sKzWcvMlJfY
PODSTAWOWE USTAWIENIA DO DRUKU Z ABS w programie Z-suite
Slicer Makerbot print
MakerBot Print to darmowe oprogramowanie, które pomaga optymalizować proces druku 3D. Pozwala na przeglądanie, przygotowywanie, zarządzanie oraz na dzielenie się projektami do druku 3D dla produktów formy MakerBot.
link do oprogramowania:
https://www.makerbot.com/makerbot-print/
Instrukcje przygotowania plików do druku:
LINKI VIDEO: ENGLISH
https://www.youtube.com/watch?v=b_rI2lkkdXo
https://www.youtube.com/watch?v=NTW4O2eD1HE&t=1393s
OFICJALNA STRONA MAKERBOT
https://www.youtube.com/watch?v=Qp7WmfmcK74
INNE KANAŁY
Creality print - slicer
Oprogramowanie od creality, nie jest jeszcze idealne ale rozwijają je cały czas. Jego ogromnym plusem jest łatwość przygotowania wydruku ale można pobawić się w trochę bardziej zaawansowane opcje.
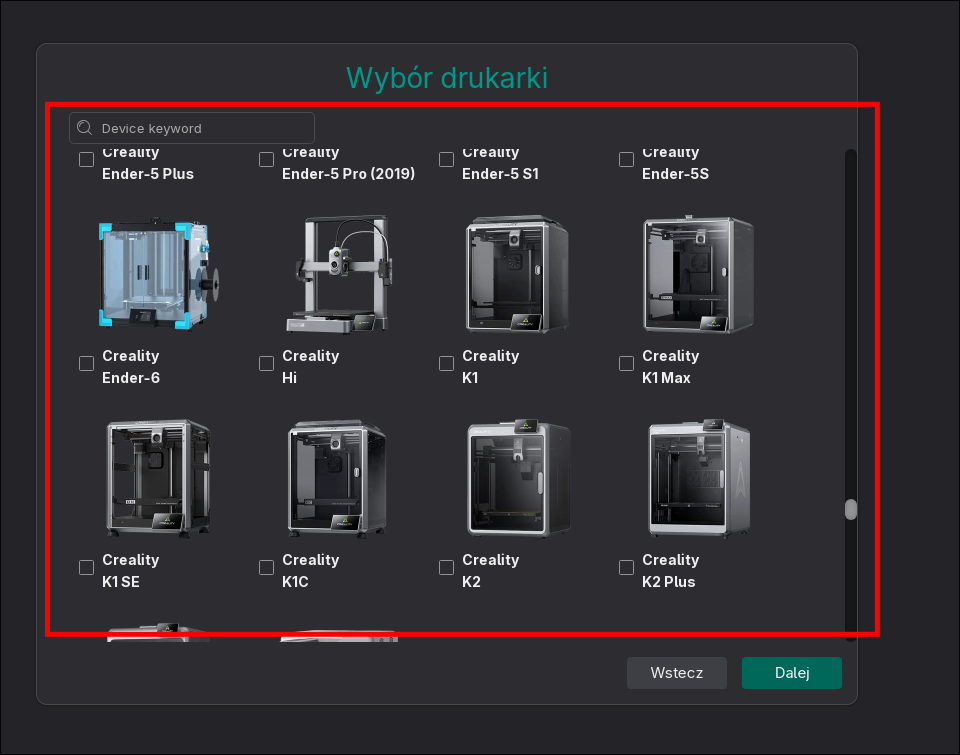
Po pobraniu i uruchomieniu program zapyta nas o wybór drukarki - tu wybieramy K1 MAX a następnie średnicę dyszy 0,4 mm.


Po wybraniu drukarki pokazuje nam się interfejs ze stołem roboczym oraz narzędziami po lewej stronie i profilami druku po prawej

Aby wgrać model wybieramy ikonę folderu po lewej stronie a następnie wybieramy interesujący nas model


Omówmy teraz narzędzia znajdujące się po lewej stronie
Pierwszym jest przesuwanie modelu po płaszczyźnie roboczej

Drugim narzędziem jest skalowanie obiektu, tu możemy skalować zarówno w procentach jak i w milimetrach. Ważną opcją jest ,,Uniform,, który pozwala nam skalować proporcjonalnie w każdej z osi

Trzecim narzędziem jest obrót, możemy obracać wpisując konkretną wartość, przyciskami co 45 stopni lub ręcznie przy pomocy okręgów pojawiających się na modelu


W celu ułożenia modelu daną płaszczyzną do stołu należy użyć narzędzia ,,bottom,,

Narzędzie layout pozwala nam na rozmieszczenie wielu modeli w sposób automatyczny

Opcja podpór nie jest jedynym sposobem generowania podpór ale na początku jest najwygodniejsza, tutaj możemy ustawić zarówno gęstość podpór jak i kąt od jakich mają być generowane

W ostatniej zakładce znajdziemy kilka dodatkowych opcji takich jak:
-
klonowanie
-
tekst
-
podział modelu
-
odbicie lustrzane
-
wydrążenie otworu
-
mierzenie
-
pusty model

Po prawej stronie możemy wybrać materiał który będziemy używać, aby dodać nowy klikamy na dole listy ,,add,, lub możemy zmodyfikować istniejący przy pomocy przycisku ,, Manage,,

Na samym dole zakładki mamy profile druku, z automatu dodane są trzy najbardziej przydatne jednak możemy tworzyć własne przy pomocy przycisku ,,+,, znajdującego się na dole zakładki, przycisk który znajduję się obok dodawanie profili służy do ich edycji.

Przejdźmy do ustawień w edycji profili, znajduję się tu 12 opcji:
-
jakość
-
skorupa
-
wypełnienie
-
prędkość
-
Podpory
-
materiał
-
chłodzenie
-
wytłaczanie
-
przywieranie do podłoża
-
opcje specjalne
-
naprawa plików mesh
-
eksperymentalne

W opcji jakość możemy ustawiać wysokości warstw
W opcji skorupy, ilość ścian bocznych, dolnych i górnych
w opcji infill, procent wypełnienia
w opcji prędkość, szybkość druku
w opcji podpór, rodzaj oraz gęstość podpór (UWAGA, podpory wybrane w tych ustawieniach generują się dopiero po ,,pocięciu,, pliku)
w opcji materiał, parametry druku dla materiału
W opcji przywierania do stołu, typ dodatkowej formy wydruku która będzie pomagać w przyleganiu wydruku do stołu
w opcji eksperymentalne warto zaznaczyć exclude objects, w ten sposób zawsze możemy usunąć jeden z modeli już podczas druku

Po przygotowaniu modelu wciskamy przycisk slice

Model zostanie przygotowany do druku i wyświetlone zostaną wszystkie informacje na temat czasu druku i ilości materiału

Ostatnim etapem jest wgranie modelu do drukarki, możemy to zrobić po wifi po uprzednim zalogowaniu się na konto klikając lan printing i wybierając drukarkę lub wgrać na nośnik pamięci klikając export to local

Orca Slicer
Pierwszy start
Przy pierwszym uruchomieniu programu Orca włączy kreatora konfiguracji - w większości wypadków na komputerach labowych ten krok został już zrealizowany (warto o nim jednak wiedzieć, bo zawiera on wybór drukarki).
- Wybór drukarki
- wyszukaj drukarkę, z której korzystasz (w labie mamy np. Creality K1) - wczyta to wszystkie bazowe parametry (np. rozmiar pola roboczego etc)
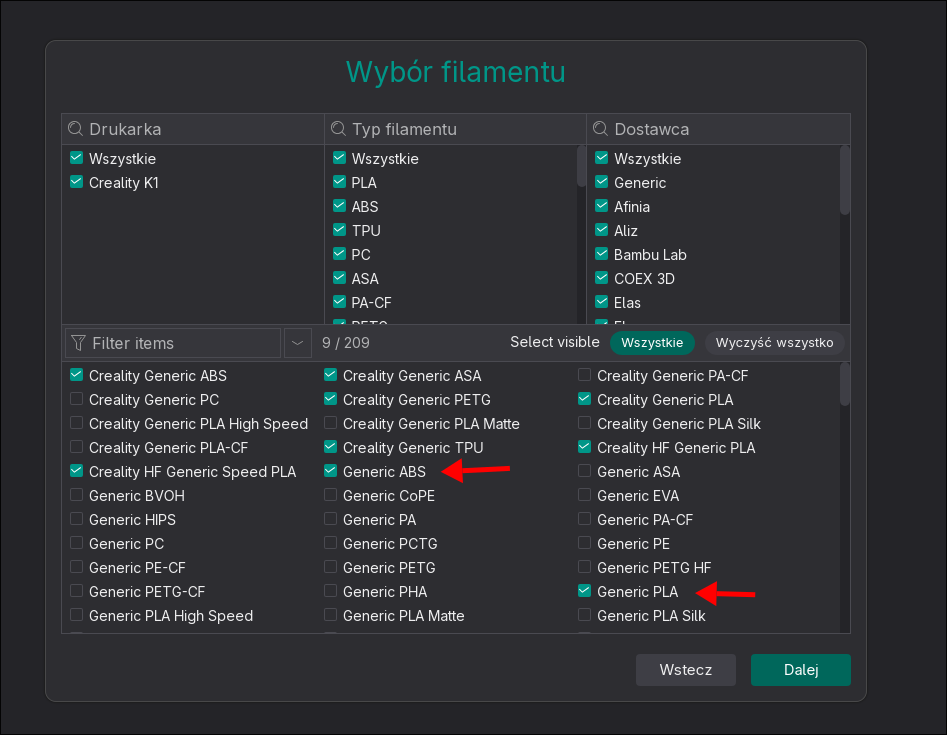
- Wybór filamentu
- sugeruję upewnić się, że jest wczytany ogólny profil dla PLA i ABS-u. Jeśli zamierzasz korzystać z jakiś specyficznych filamentów - upewnij się, że maszyna jest w stanie z nimi pracować (nie jesteś pewien/-na ZAPYTAJ!).
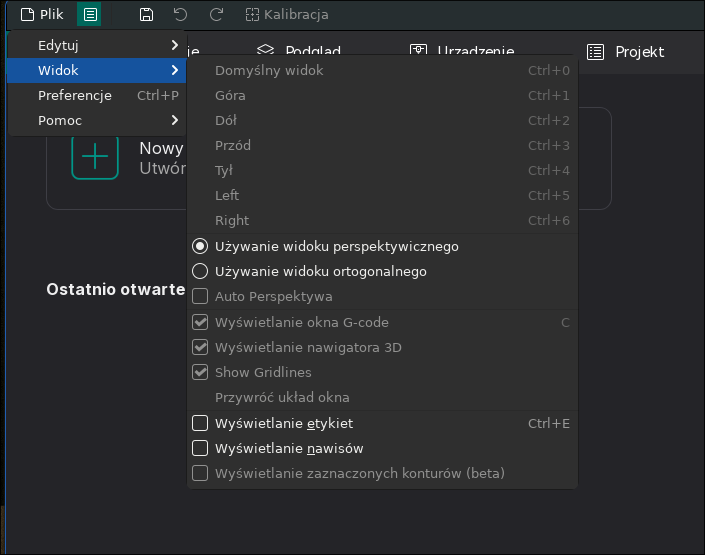
- Opcjonalnie - rozważ włączenie widoku ortogonalnego. Czasami ułatwia pracę przy ręcznym układaniu elementów na polu roboczym.
Zmiana języka
Domyślnie Orca ustawi język taki sam jaki znajdziecie w systemie - czyli w naszym wypadku zazwyczaj będzie to polski.
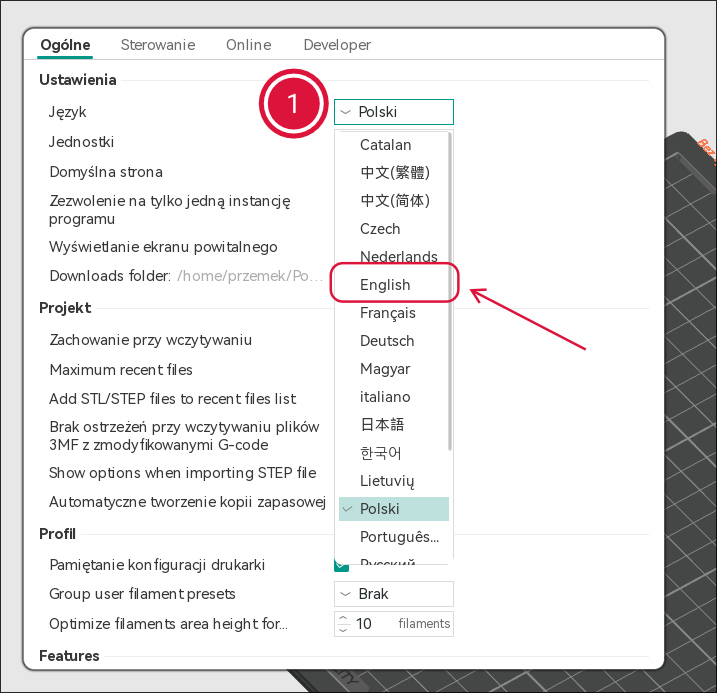
Warto rozważyć przełączenie na język angielski - ułatwi to późniejsze korzystanie z poradników dostępnych w internecie (więcej jest materiałów po angielsku).
Aby to zrobić trzeba wejść w Preferencje:
Następnie w sekcji Ogólne -> Ustawienia wybrać w polu "Język" z listy rozwijanej "English". Zmiana ta może wymagać ponownego uruchomienia programu.
Przygotowanie projektu
Praca przygotwywana na drukarkę jest organizowana w ramach projektu. Projekt przechowuje w jednym miejscu ustawienia maszyny, parametry druku i modele, które mają być wydrukowane.
Nowy projekt
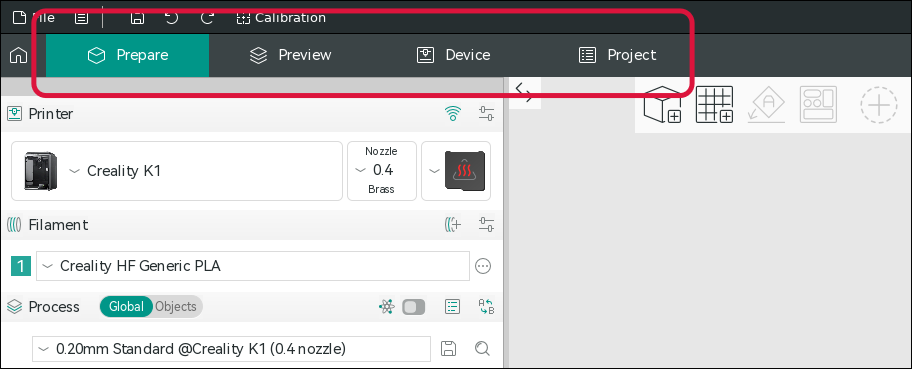
- W górnym panelu znajdują się przyciski przełączające między podstawowymi trybami pracy programu:
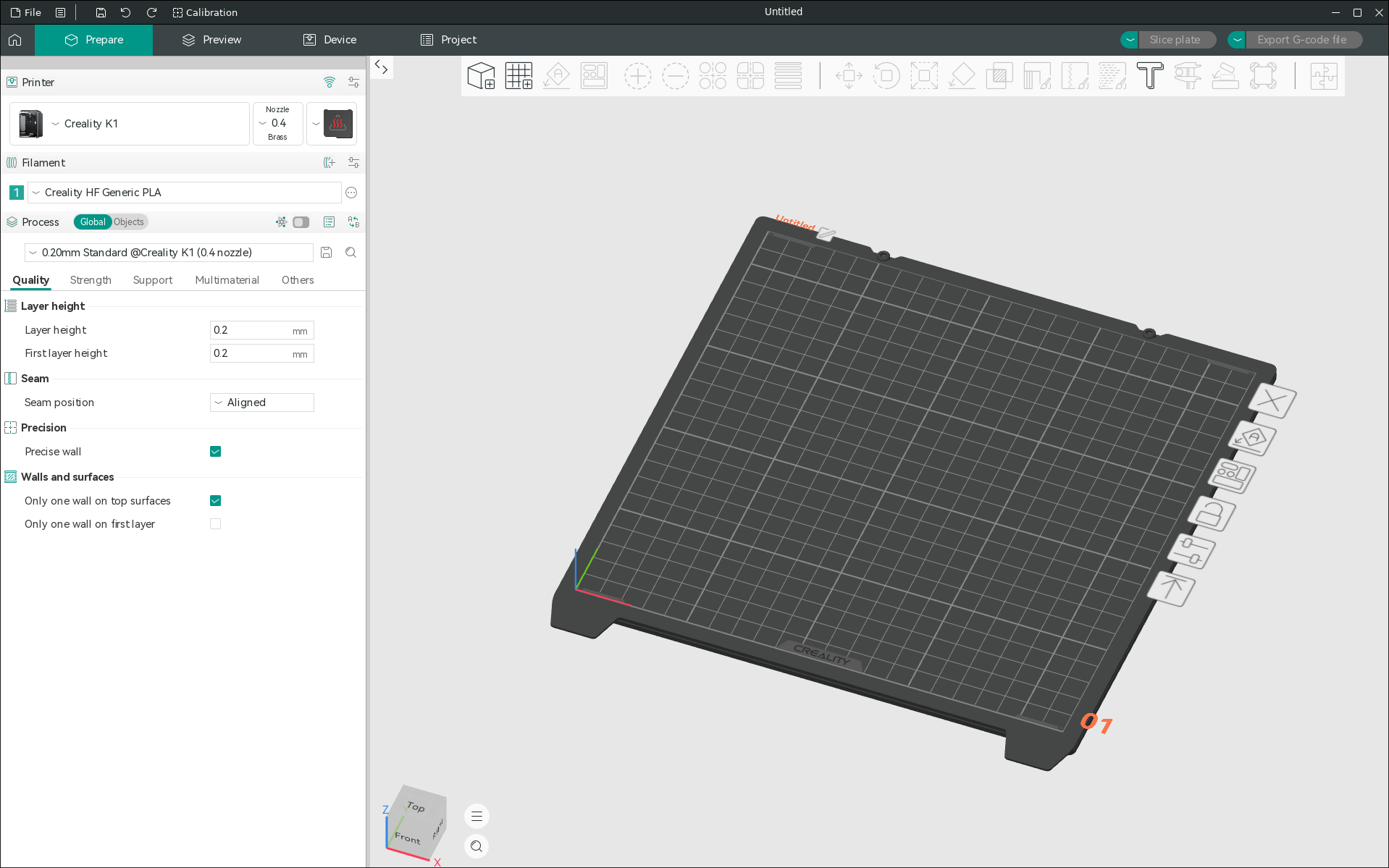
- Na ekranie startowym wybierz "New Project". Powinno to stworzyć nowy projekt (i przejść do zakładki "Prepare"). Wynikiem powinien być widok podobny do tego:
Nawigacja
- Kliknięcie lewym przyciskiem myszy (i przytrzymanie go) w środkowej części widoku (tym z polem roboczym drukarki) umożliwia obracanie kamery poprzez ruszenie myszą
- Wciśnięcie i przytrzymanie prawego lub środkowego przycisku myszy w środkowej części widoku umożliwia przesuwanie go lewo/prawo, góra/dół poprzez ruszenie myszą
- Rolka myszy umożliwia zbliżanie/oddalanie widoku
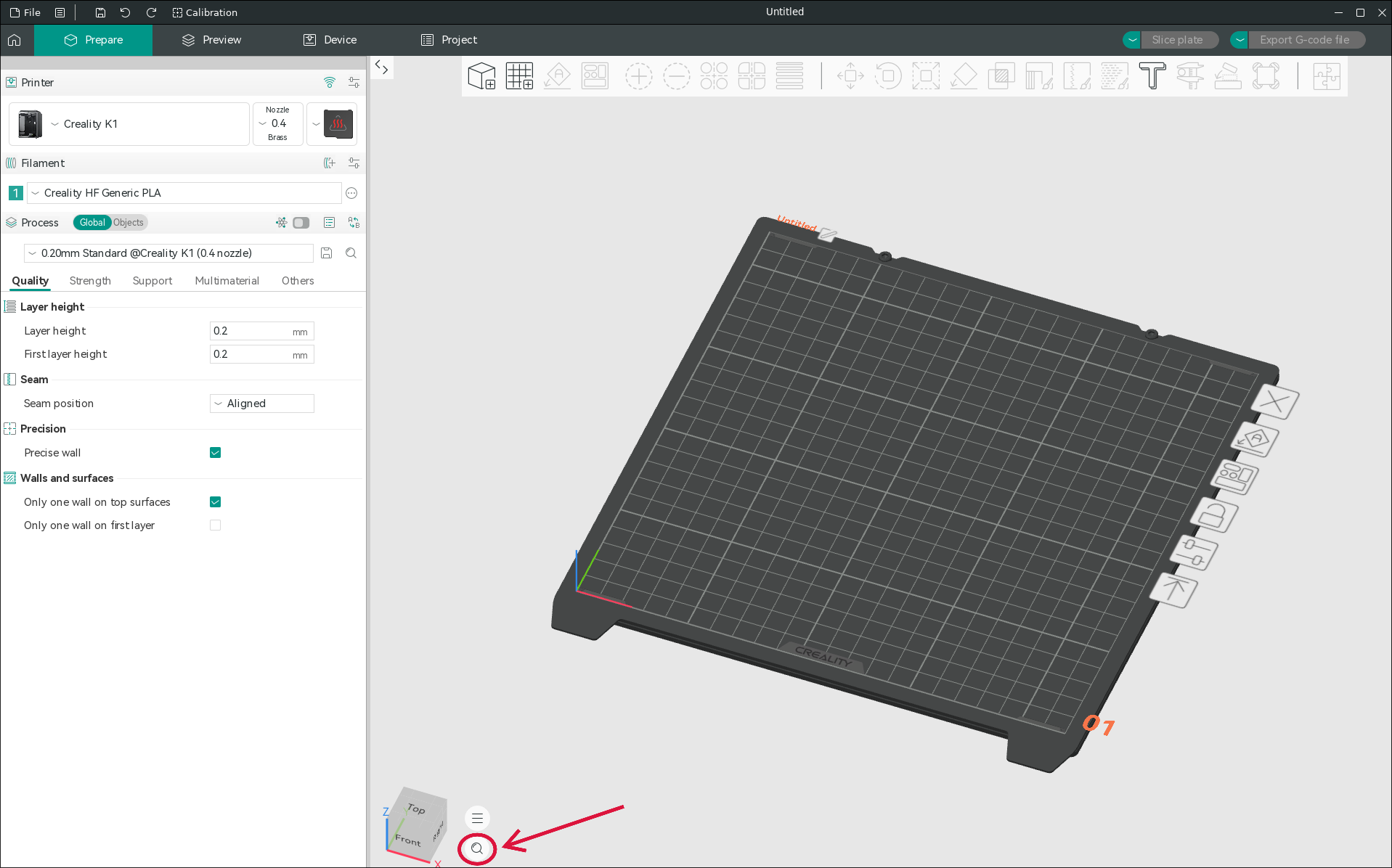
Jeśli zgubisz się - możesz skorzystac z ikony lupy w dolnej części ekranu. Jej wciśnięcie spowoduje ustawienie domyślnego położenia kamery.
Podstawowe ustawienia druku
- Mając uruchomione "Prepare" można jeszcze sprawdzić czy faktycznie wybrana jest właściwa maszyna (1), czy ma ustawioną właściwą dyszę (2), a z listy rozwijanej możemy wybrać filament (3)
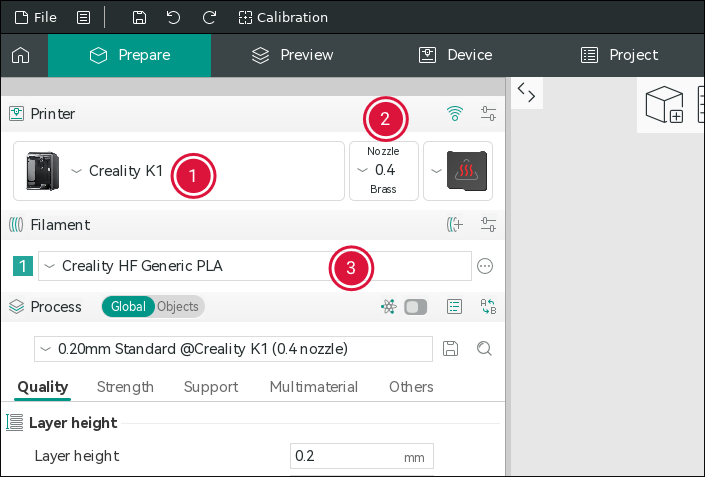
Zwróć uwagę czy średnica dyszy (ang. nozzle) ustawiona w programia zgadza się z tą na maszynie.
Dobrze wybrany / przygotowany profil filamentu to podstawa sukcesu - są w nim takie parametry jak np. temperatura do której będzie on rozgrzewany przy druku. Na początek dobrze jest korzystać z gotowych profili przygotowanych przez społeczność.
- Istotnym ustawieniem jest też stół roboczy (1):
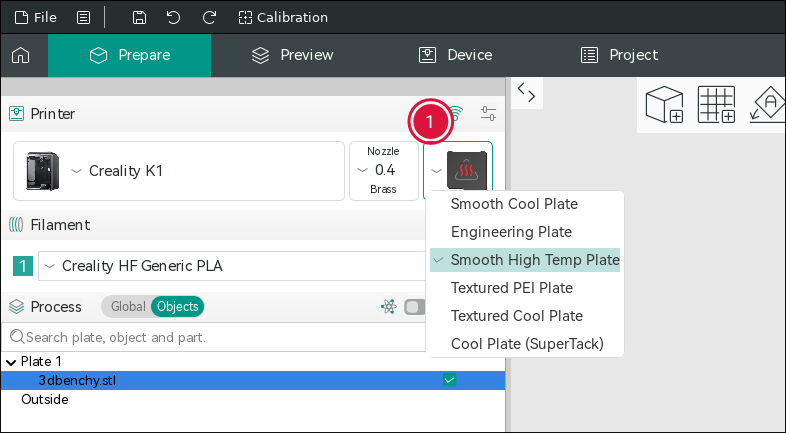
Jeśli urządzenie z którego korzystacie ma wymienną tackę warto się upewnić, że wybrany jest odpowiedni typ z tej listy.
- Przed dodaniem modelu boczny pasek narzędziowy w sekcji "Process" domyślnie ustawi się na zakładkę "Global" (1)
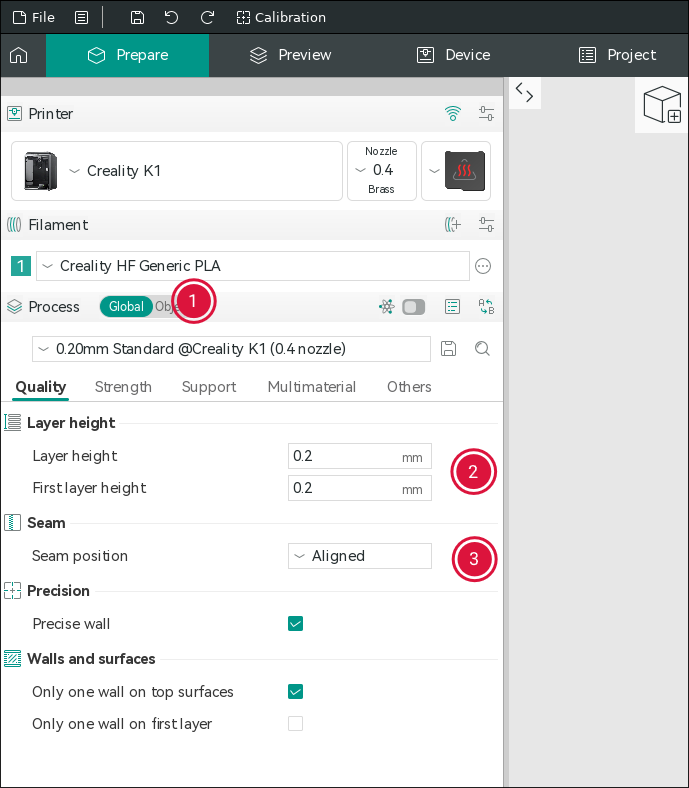
Na tym etapie możemy wybrać grubość warstwy(2 - sekcja "Layer height"). Ten czynnik ma kluczowe znaczenie dla czasu wydruku - im cieńsza warstwa, tym będzie ich więcej do zbudowania. A tym samym dłużej się będzie drukować. Czyli dostajemy nieco "ładniejszą" powierzchnię w wydrukowanym obiekcie, ale kosztem czasu. Warto przeanalizować jak istotny jest wygląd - i wybrać najgrubszą możliwą warstwę spełniającą potrzeby.
Szwu (seam) na początku bym nie ruszał - to miejsce w którym przy każdej warstwie drukarka będzie zaczynać / kończyć pracę.
Domyślnie program stara się startować na każdej warstwie w tym samym miejscu. W wyniku tego na gotowym wydruku to miejsce jest dość dobrze widoczne. To zazwyczaj nie jest duży problem - a do tego mamy tylko jedno miejsce potencjalnie (jeśli jest potrzeba) do wyczyszczenia.
Alternatywnie można spróbować strategi "Random" (losowej) - w tym wypadku start na każdej warstwie będzie "gdzie wypadnie".
Dodawanie modelu do projektu
- Kliknij na ikonę sześcianu z plusem. Otworzy to przeglądarkę plików gdzie możesz wybrać swój model.
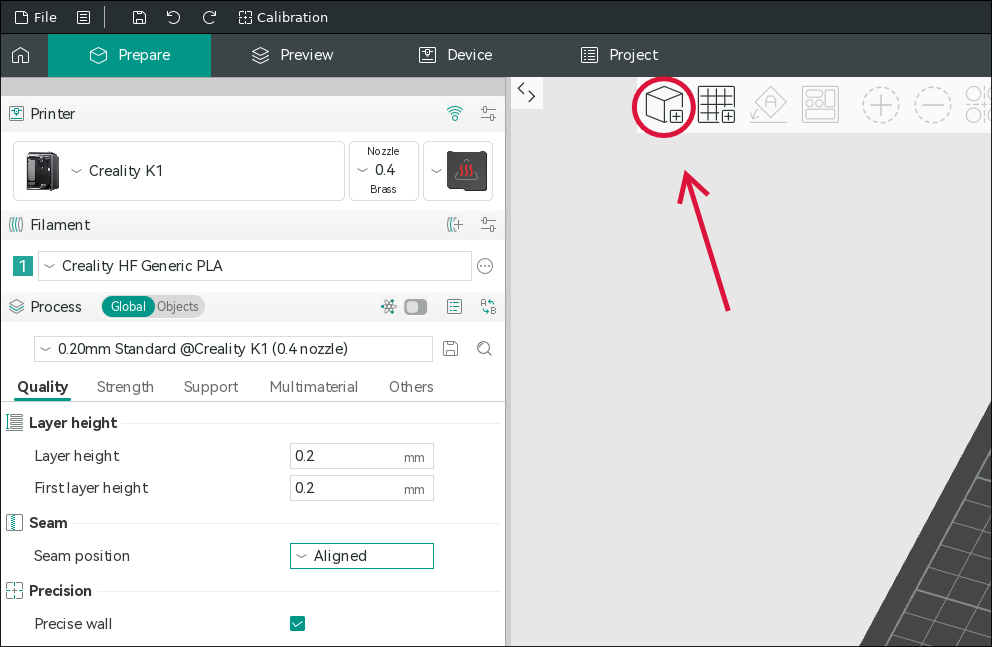
- opcjonalnie po prostu przeciągnij pliki, które chcesz dodać z menadżera plików z którego korzystasz na okno Orca Slicer (drag & drop)
Wczytany model powinien pokazać się na polu roboczym:
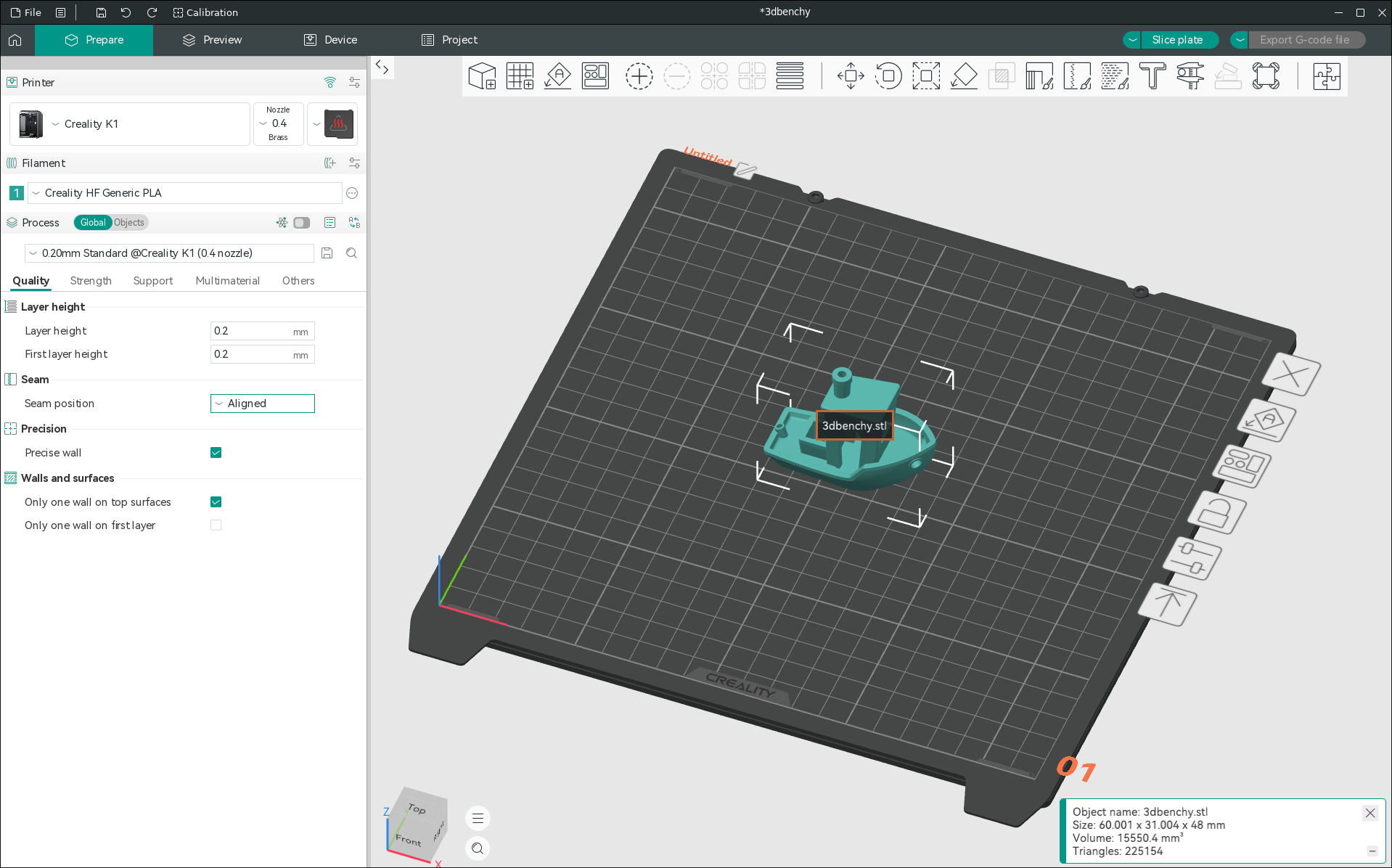
Warto zwrócić uwagę na podstawowe informacje wyświetlone po imporcie w prawym dolnym rogu - zwłaszcza na rozmiar (Size). Ponieważ np. pliki STL nie przechowują informacji o użytych jednostkach może zdarzyć się, że wczytany obiekt będzie miał jakieś niespodziewane wymiary (bo np. coś co twórca założył, że będzie w calach program wczytał jako milimetry - dobrą praktyką jest robienie wszystkiego w milimietrach).
Przy wczytywaniu na raz wielu plików program zapyta czy potraktować je jako całość - jeden zgrupowany obiekt. O ile nie ma się 100% pewności, że to dobry pomysł sugeruję wybrać tu "nie".
- Poza widokiem 3D model powinien się też pokazać na liście w bocznym pasku narzędziowym:
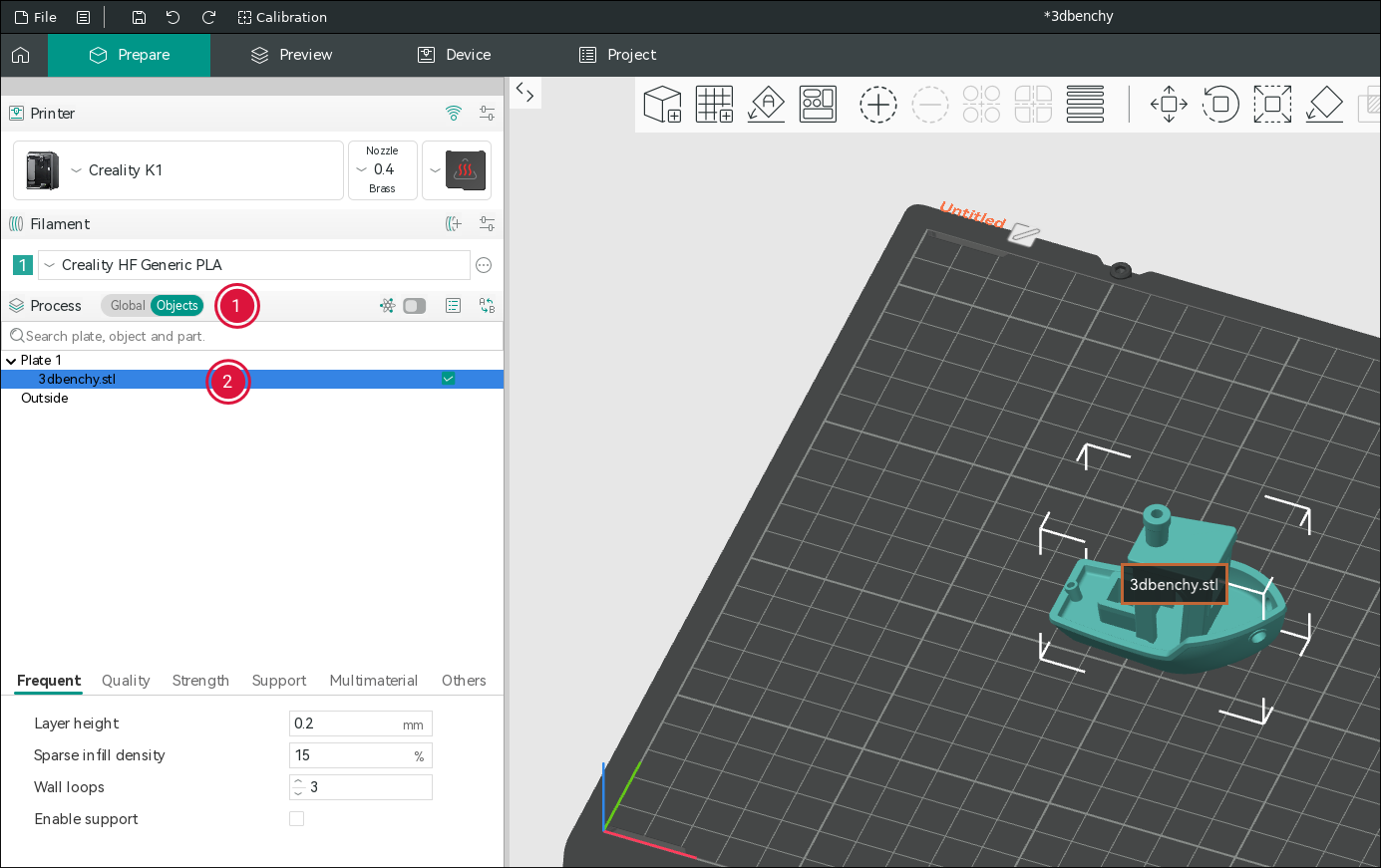
- w sekcji proces powinna być wybrana zakładka "Objects" (1), lista z modelami będzie wtedy poniżej(2 - może być potrzeba rozwinięcia tej listy)
Ustawianie modelu
Wczytany model "spadnie" na stół roboczy. Nie zawsze jednak oznacza to, że ułoży się optymalnie - ustawienie modelu to często jedna z najważniejszych czynności przygotowania do druku, mająca wpływ na wszystkie finalne parametry gotowego obiektu (w tym wytrzymałość - ze względu na ułożenie warstw).
- Po kliknięciu na model staną się aktywne niektóre narzędzia na górnym pasku. Do szybkiego ustawienia modelu sugeruję zapoznać się z 4 - lay on face. Jeśli jest potrzeba zrezygnowania z danego narzędzia wystarczy kliknąć gdzieś w pustej przestrzeni (a tym samym odznaczyć model).
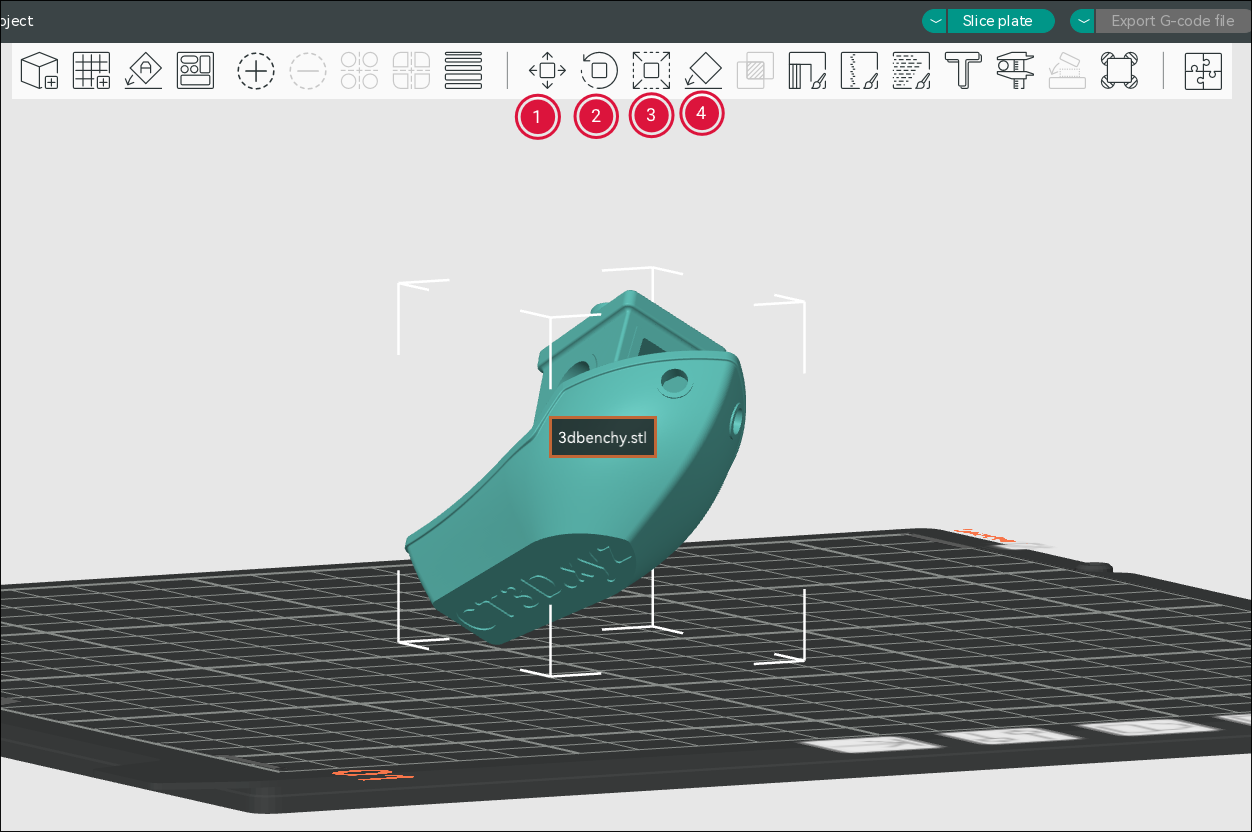
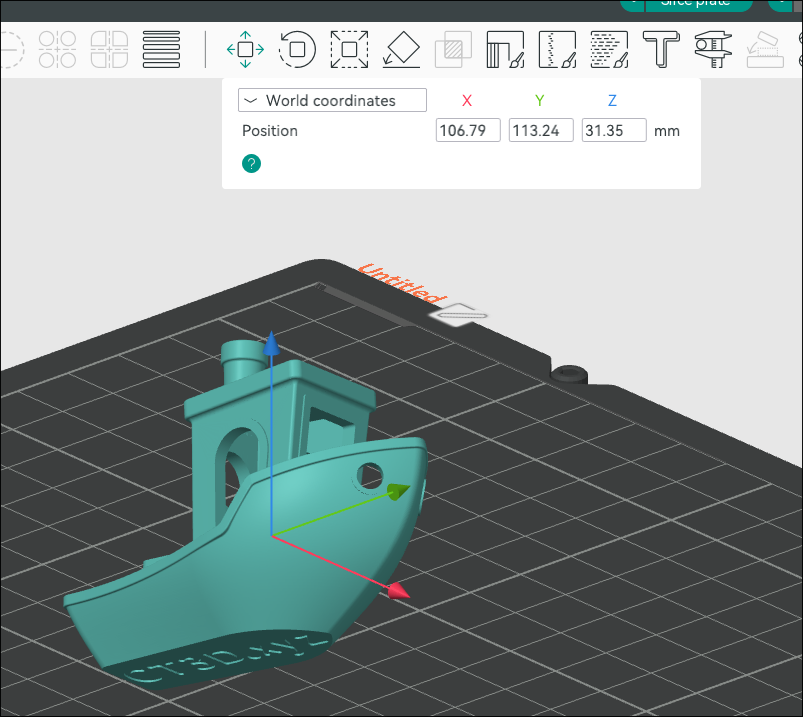
- przesuwanie (1 - move). Po jego wybraniu pojawi się manipulator ze strzałkami umożliwiający przesuwanie modelu.
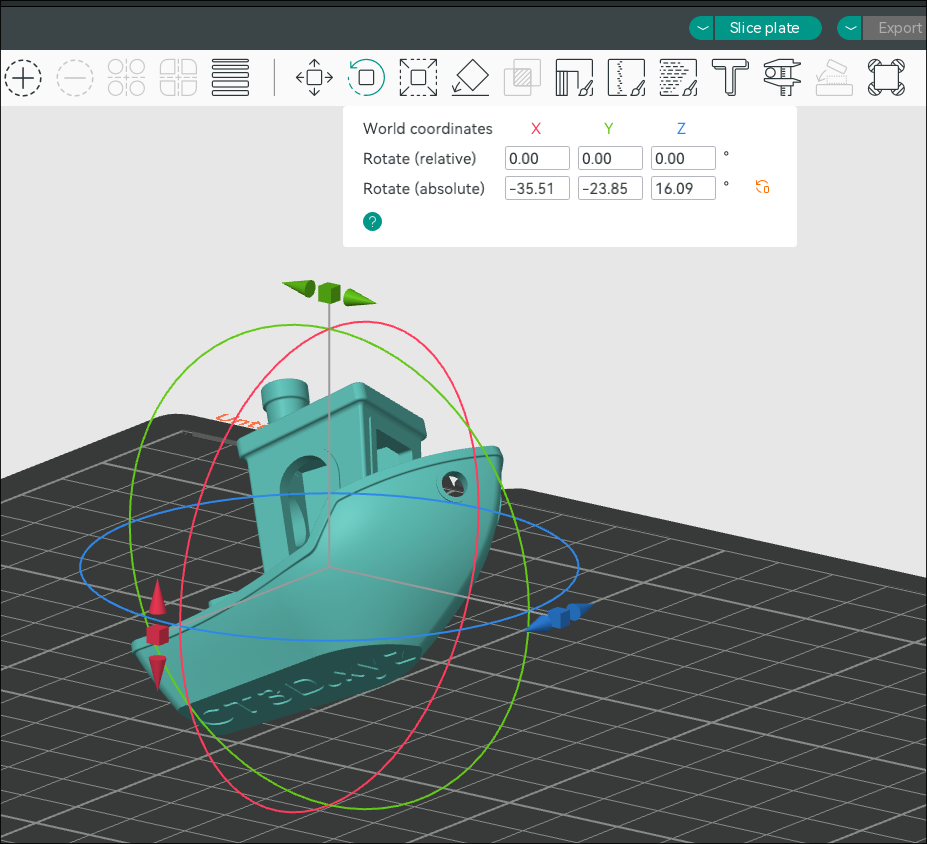
- obracanie (2 - rotate). Wybranie tego narzędzia aktywuje uchwyty umożliwiające obracanie modelu.
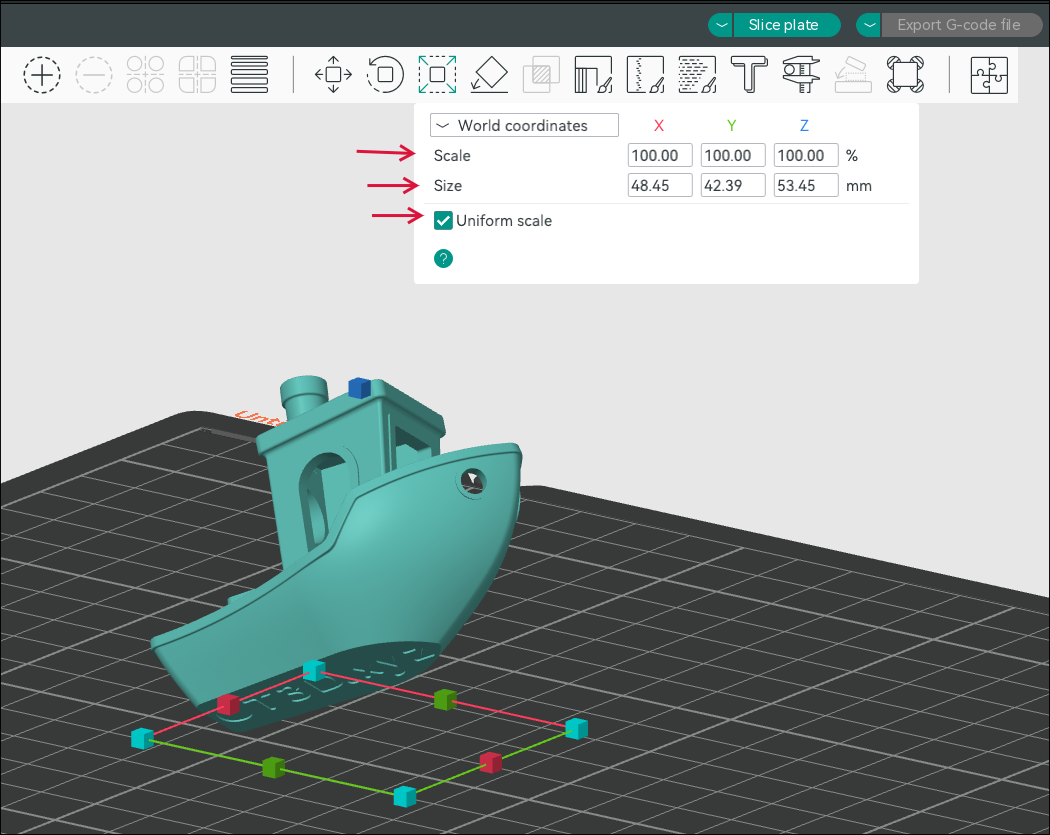
- skalowanie (3 - scale). Aktywowanie tego narzędzia umożliwa zmianę wielkości modelu. Zmiany można wprowadzać zarówno procentowo (Scale), jak i poprzez podanie wymiaru danej osi "pudełka" (gabarytu) w którym umieszczony jest model. Zaznaczenie pola "Uniform scale" (co zazwyczaj jest dobrym pomysłem) powoduje, że zmiany na wszystkich osiach wprowadzane są proporcjonalnie (czyli z tym polem zaznaczonym nie "rozciągniemy" sobie modelu w jedną stronę)
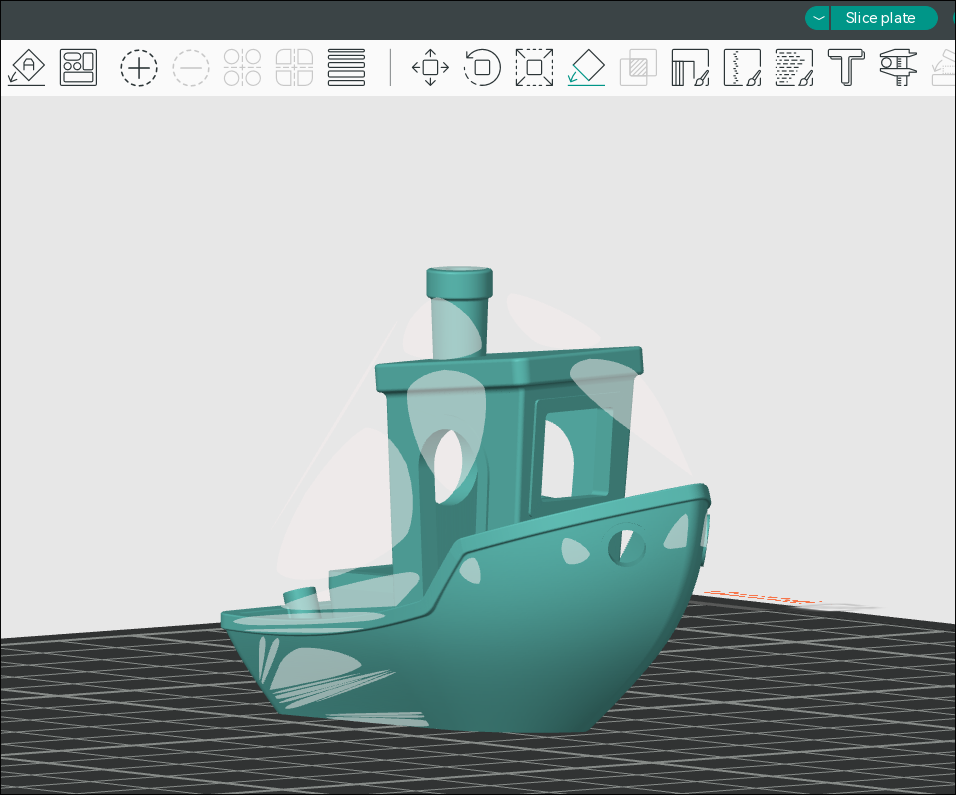
- położenie wskazanej ścianki modelu na polu roboczym (4 - lay on face). W dużej części sytuacji jest to najszybszy sposób ułożenia modelu. Po uruchomieniu tego narzędzia program wyświetli białe płaszczyzny korespondujące z powierzchniami na wybranym modelu. Kliknięcie jednej z nich spowoduje, że program sam odpowiednio obróci model i przesunie go w taki sposób, że wybrana powierzchnia "położy się" na polu roboczym.
W powyższym przykładzie kliknąłem na spodniej powierzchni łódki - a to wynik:
Dodawanie wielu kopii
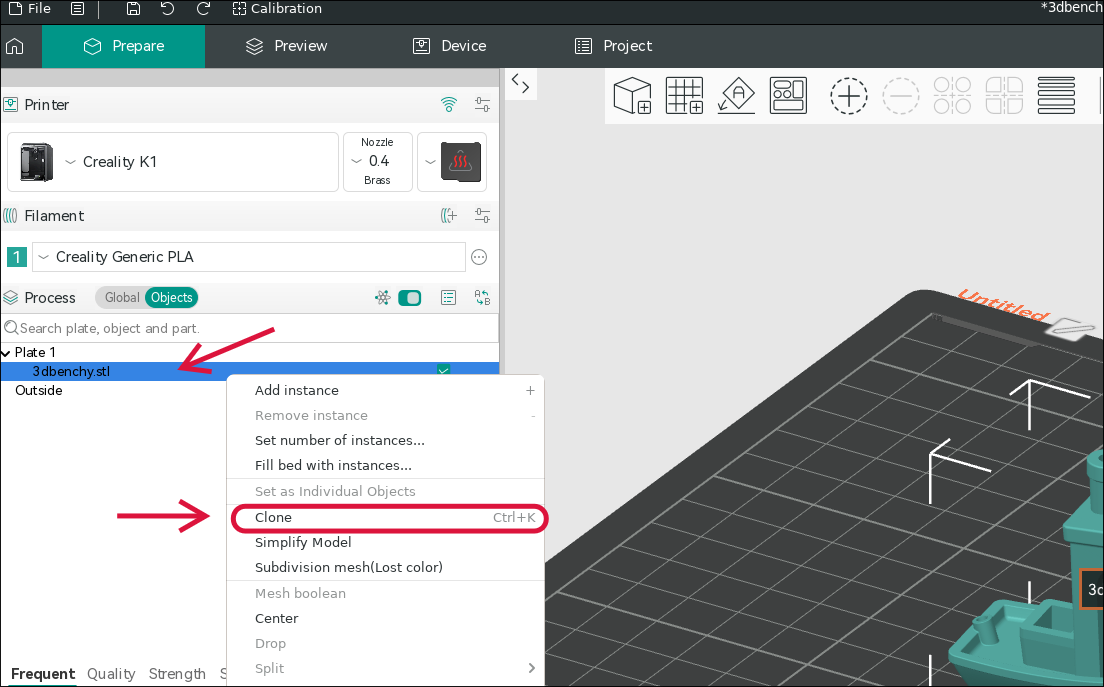
Jeśli jest potrzeba powielenia danego obiektu wystarczy kliknąć prawym przyciskiem myszy na jego nazwę na liście w bocznym pasku narzędziowym i wybrać "Clone":
Klon vs instancja
Na początku może mylić dodatkowa możliwość dostępna w tym samym menu - "Add instance". Jest ona też dostępna w górnym pasku (ikona "+"). Klon spowoduje stworzenie kompletnie niezależnej kopii - późniejsze obracanie / skalowanie jednej z nich nie będzie miało wpływu na pozostałe kopie.
Instancja z kolei tworzy "kopię powiązaną" tzn. skalowanie / obrót jednej z nich wprowadzi identyczne zmiany na pozostałych. Warto też zwrócić uwagę, na to, że instancje inaczej wyświetlają się na liście modeli w bocznym pasku narzędziowym
Autorozmieszczanie
Co w przypadku gdy mamy wiele modeli na stole i są rozmieszczone one nieoptymalnie, lub wręcz błędnie - np. jeden model wchodzi w drugi, lub coś wylądowało poza polem roboczym?
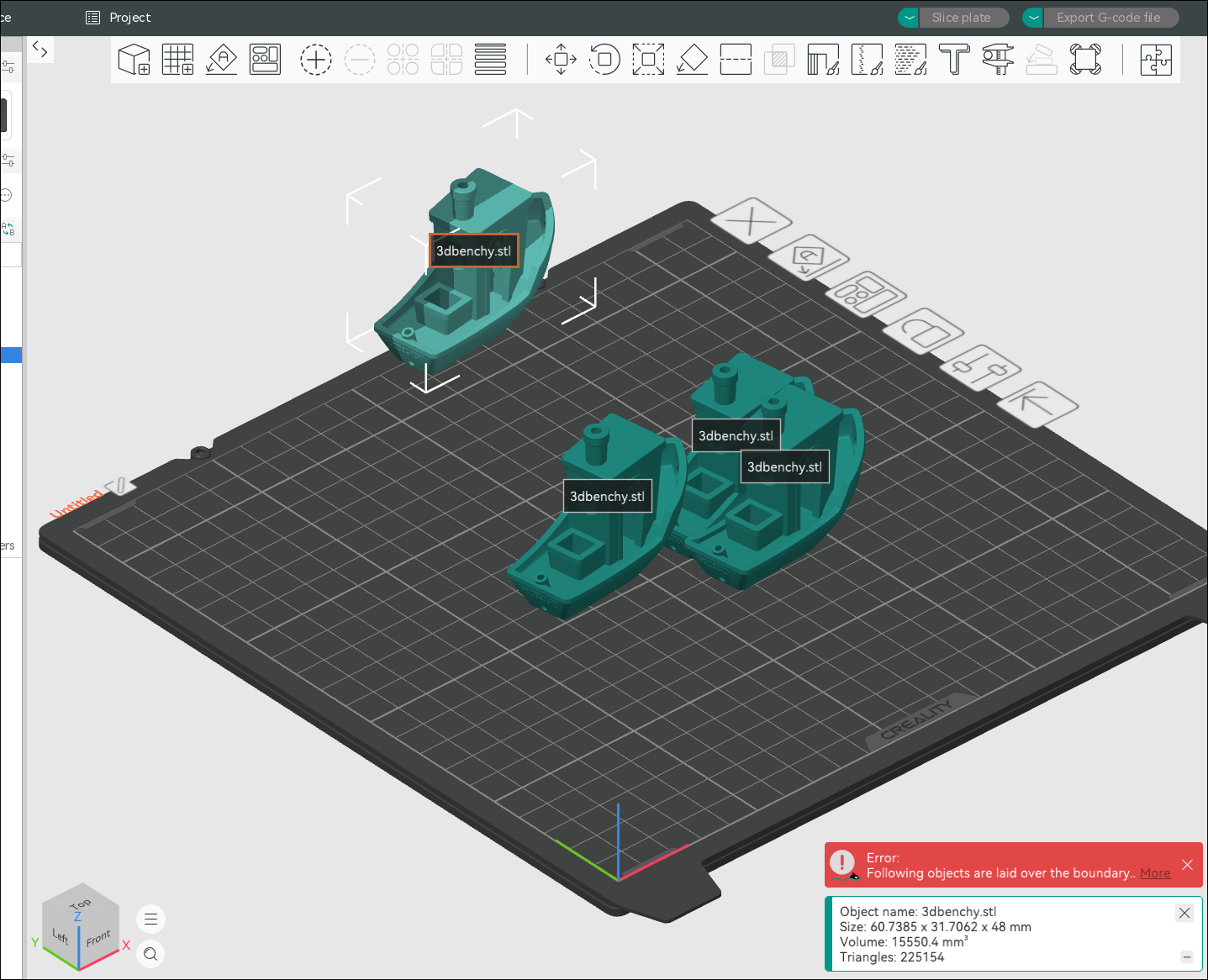
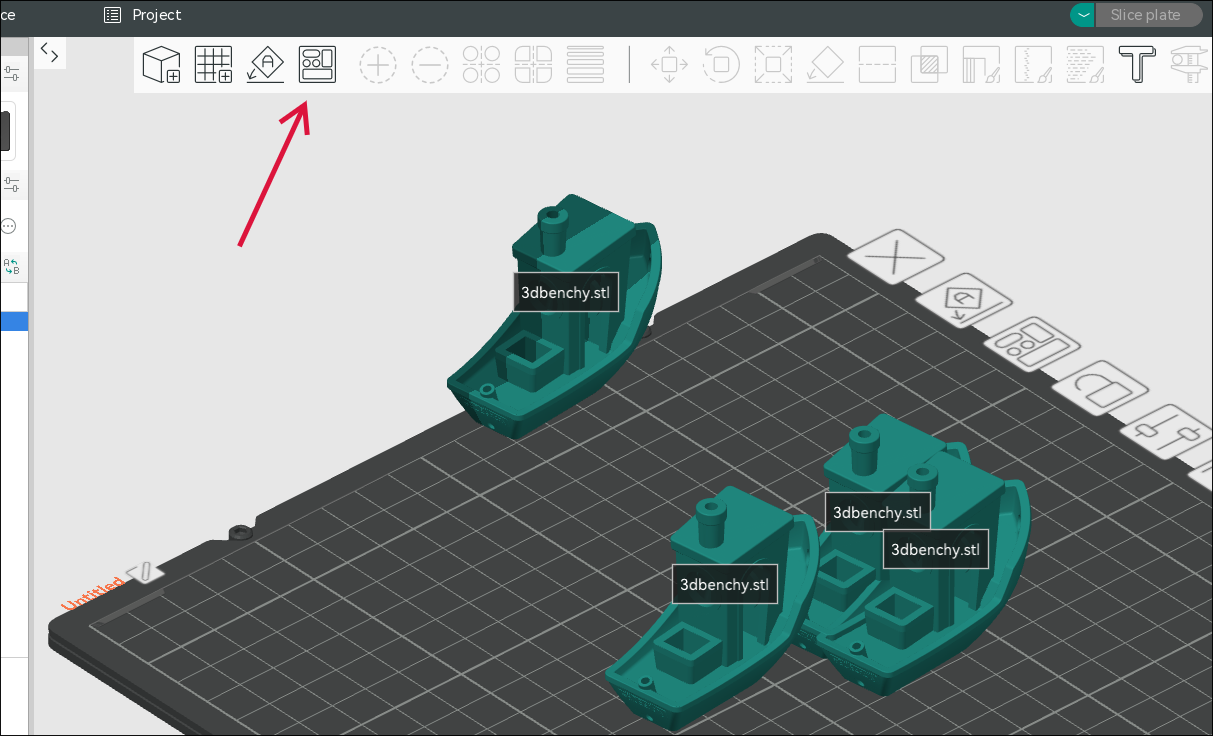
Wystarczy wybrać polecenie "Arrange all objects":
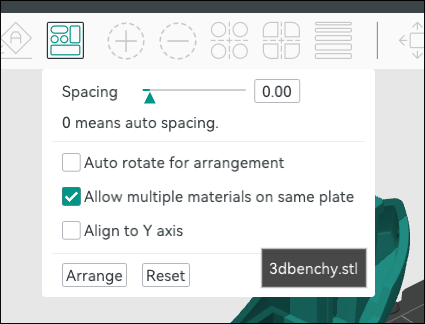
Jeśli zalaży nam na konkretnych odległościach między modelami możemy podać tę wartość po uruchomieniu tego polecenia w sekcji "Spacing". Wartość 0 spowoduje, że program postara się dobrać te odległości automatycznie.
Klinięcie przycisku "Arrange" ułozy modele.
Automatyczne podpory
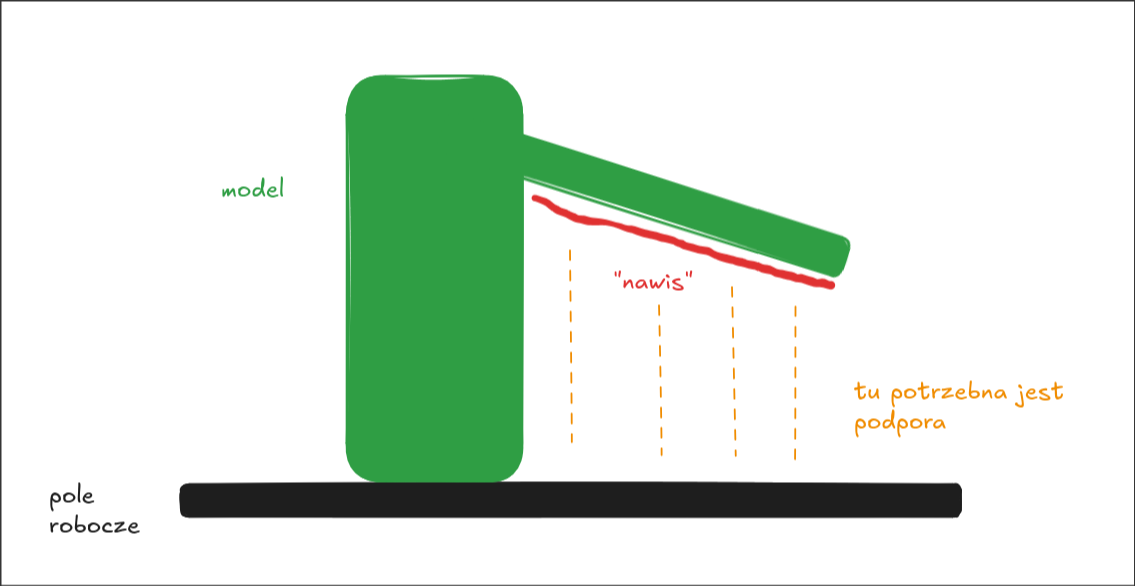
Jeśli model ma oczywiste "nawisy", czyli powierzchnie które w trakcie wydruku maszyna próbowałaby zrobić "w powietrzu" (co niemożliwe ;) ) należy dodać podpory (dodatkowe struktury, usuwane po wydruku, które będą dodatkowym wsparciem tych powierzchni).
Aby dodać podpory należy:
- Wybrać model potrzebujący podparcia.
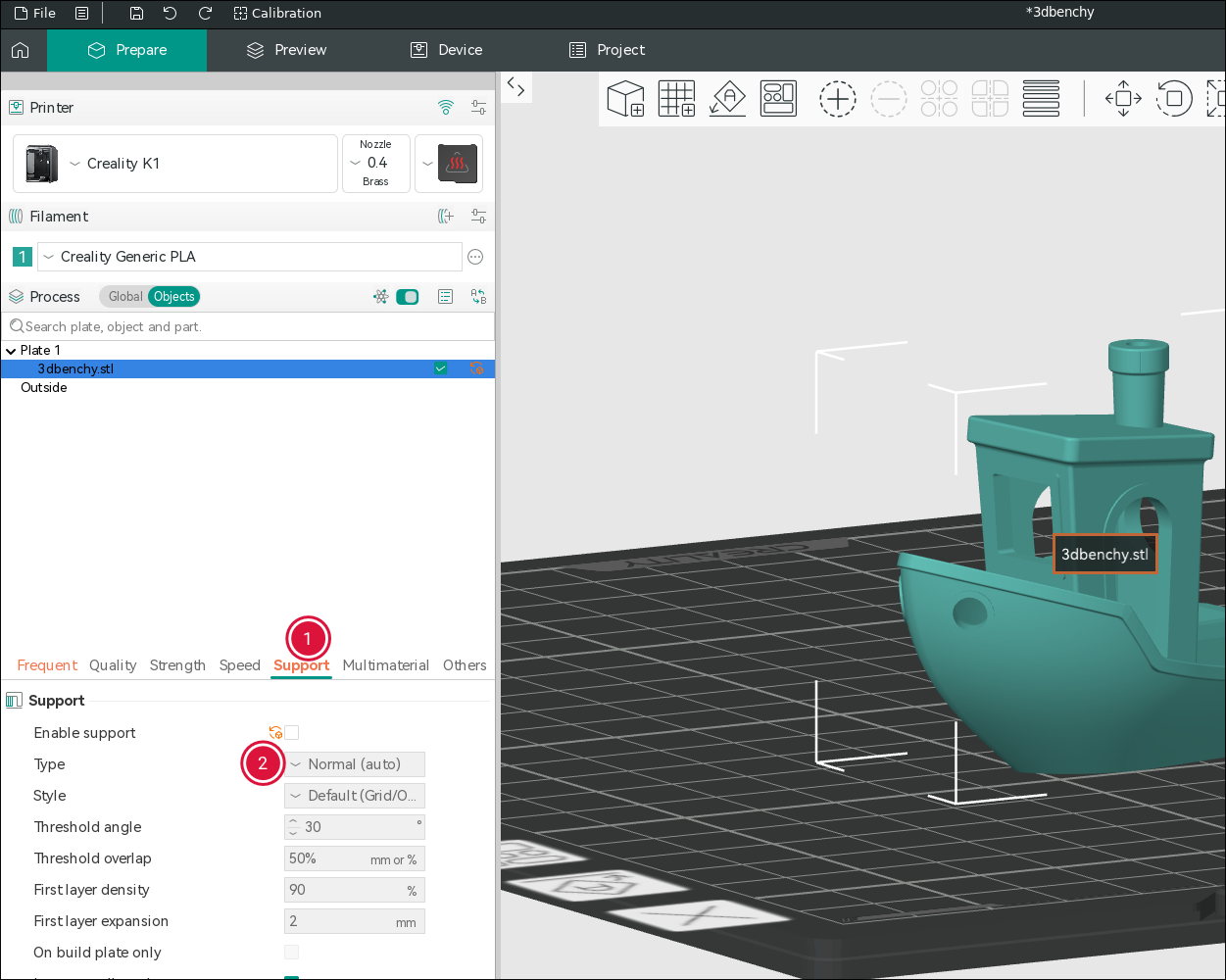
- W lewym pasku narzędziowym przejść do zakładki "Support" (1), zaznaczyć "Enable support" i upewnić się, że w polu "Type" (2) jest wybrane "Normal (auto)". Orca daje nam też możliwość samodzielnego dodawania podpór - ta opcja zostanie omówiona osobno.
Spowduje to, że program przed wygenerowaniem pracy na drukarkę doda automatyczne podparcia. Opcja ta jest dodawana per model(!).
Tak dodane podpory zazwyczaj nie są optymalne - ale zwiększają szansę udanego wydruku i skracają czas potrzebny na przygotowanie pracy na maszynę.
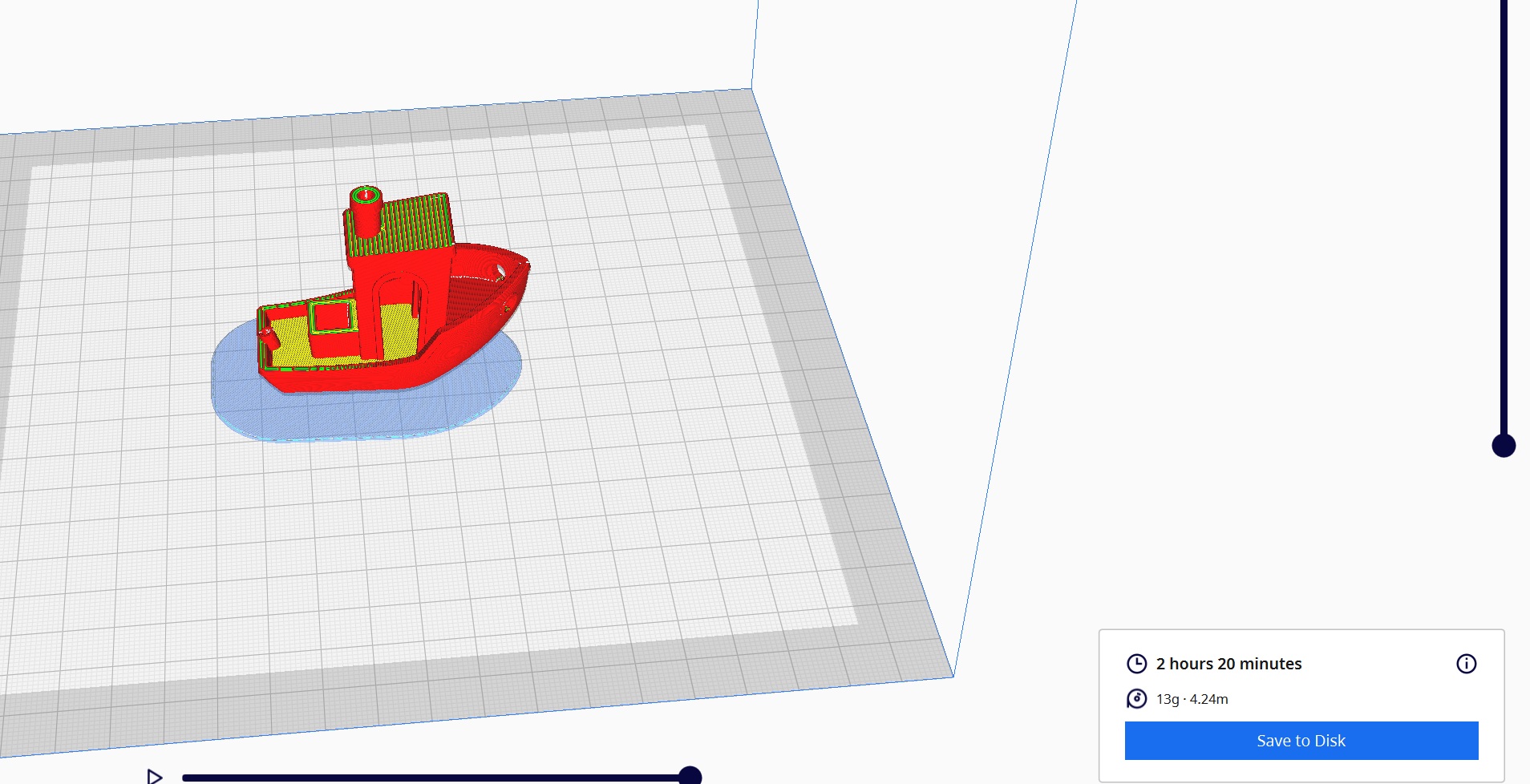
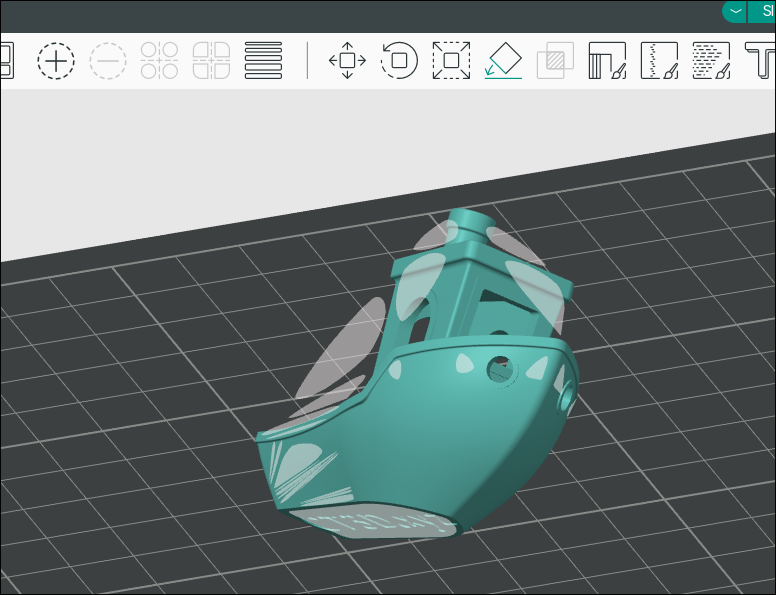
To jak nieoptymalne mogą być te ustawienia dobrze widać na przykładzie "łódki", którą dałoby radę zrobić bez podpór. Włączenie "auto support" daje taki rezultat:
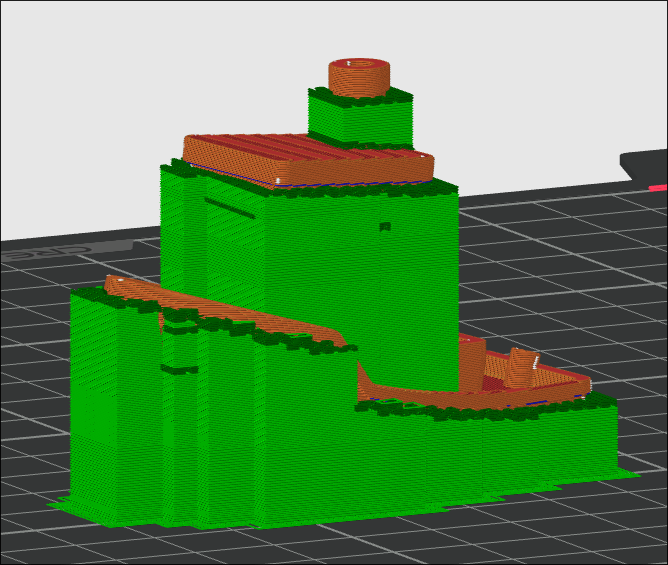
To dobrze pokazuje dlaczego tę opcję włącza się indywidualnie dla każdego modelu. Podpory na wszystkich modelach pewnie zaowocowałyby masą niepotrzebnych struktur podporowych - wybór co je potrzebuje to zadanie osoby przygotowującej wydruk.
Podgląd pracy, szacowany czas druku
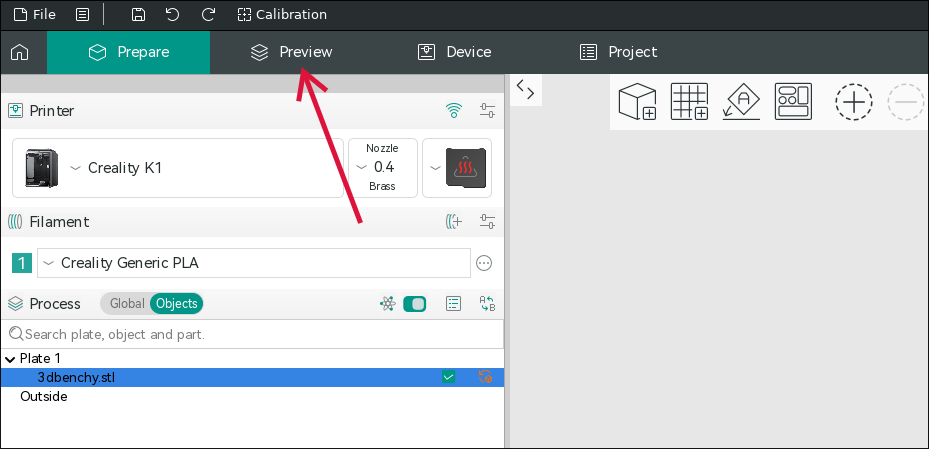
Przed finalnym wygenerowaniem pliku do druku można podejrzeć jak Orca to zrobi - słuzy do tego sekcja "Preview".
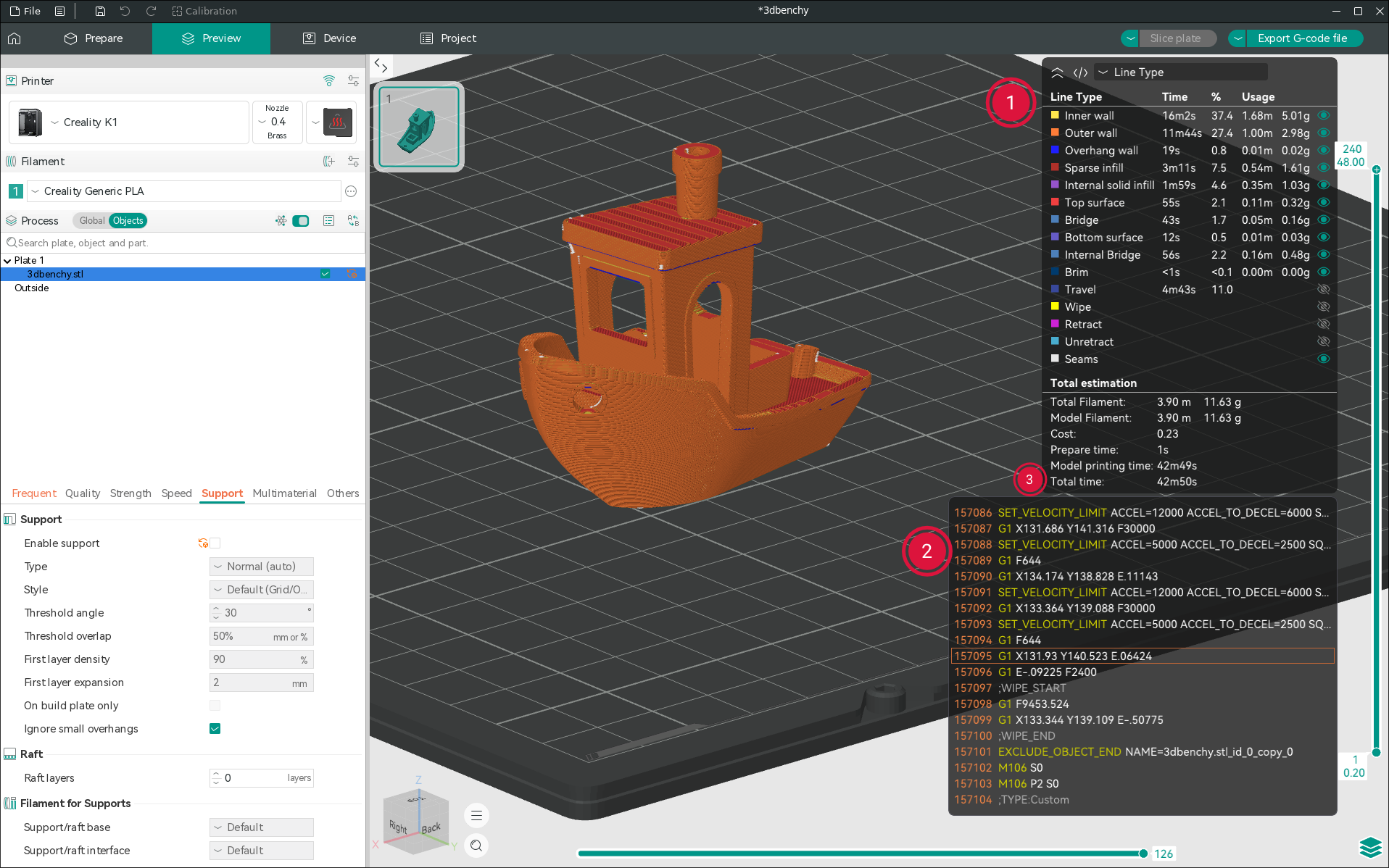
Po przejściu do niej zobaczymy wygenerowaną pracę, pokolorowaną ze względu na typ budowanej struktury (legenda widoczna w 2), lub nawet konkretny G-code z instrukcjami dla drukarki (2).
Możemy też zobaczyć oszacowanie czasu druku (3).
Generowanie pracy
Jeśli byliście w sekcji "Preview" to wystarczy teraz kliknąć "Export G-code file" (2). Jeśli nie - może być potrzeba wybrania najpierw "Slice plate" (1).
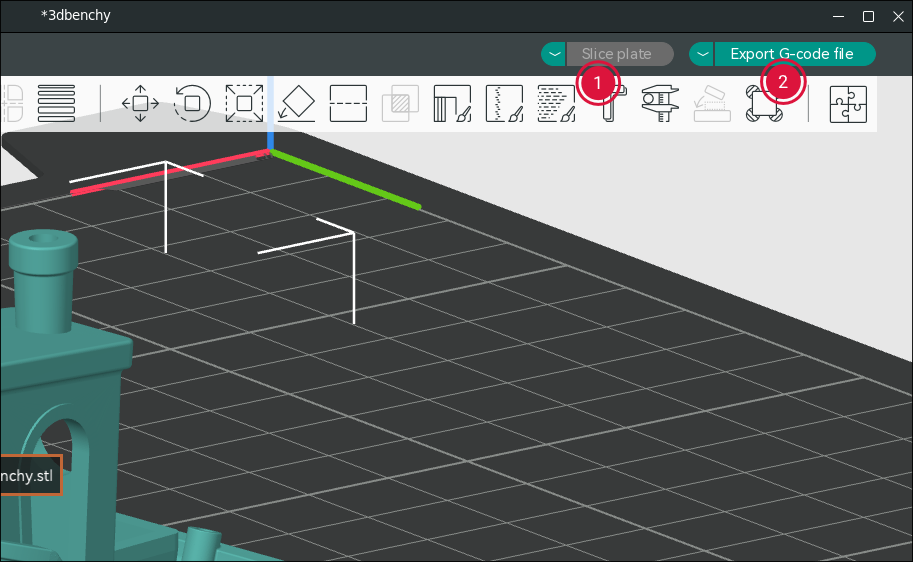
Zapisany plik trzeba zgrać na pendrive i przenieść na maszynę (niektóre drukarki mają opcję przesłania pracy po sieci).