SLA
Druk SLA mSLA DLP
- Co sprawdzić przed wydrukiem?
- Przygotowanie pliku do druku w chitubox
- Wymiana foli FEP
- Drukarki mSLA
- Podstawowe informacje o drukarce Elegoo Mars
- Podstawowe informacje o drukarce Elegoo Mars 2
- Podstawowe informacje o drukarce Elegoo Mars 2 Pro
- Podstawowe informacje o drukarce Phrozen mini 4K
- Podstawowe informacje o drukarce Anycubic photon mono M5S
- Podstawowe informacje o drukarce Phrozen Soinic Mega 8K
Co sprawdzić przed wydrukiem?
SLA jest względnie proste. Należy jednak pamiętać o kilku rzeczach przed startem - dzięki temu szansa na zalanie maszyny drastycznie zmaleje.
Wymieszaj żywicę w zbiorniku
Żywica jest zazwyczaj pigmentowana, ma też często wypełniacze. Mają one niecną tendencję do oddzielania się i osiadania na dnie. Stąd też należy ją dokładnie wymieszać (najlepiej gumową szpatułką) do momentu uzyskania jednolitego koloru.
Sprawdź czy nie zostały pozostałości po poprzednim druku
Śmieci po poprzednim druku mogą skończyć się katastrofą - wystartowanie pracy z nimi może skończyć się wprasowaniem ich w dno zbiornika... lub co gorsza przebiciem go i zalaniem maszyny.
Koniecznie zerknij czy:
- Nic nie pływa w zbiorniku
- Stolik roboczy jest czysty (nie przywarły jakieś pozostałości)
Przygotowanie pliku do druku w chitubox
Jak przygotować plik do druku? Jak działa drukarka sla? jaka jest różnica między sla, msla i dlp? to wszystko znajdziesz w tym rozdziale
Jak przygotować plik do druku w chitubox
Hej, dziś nauczymy się jak przygotowywać modele pod druk 3D w technologii SLA
Aby zacząć drukować przyda nam się zrozumienie kilku aspektów jakie towarzyszą procesowi drukowania w tej technologii
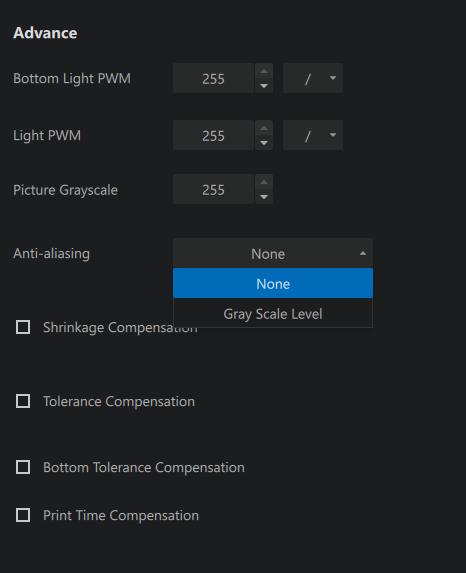
Zacznijmy od jednego z problemów który pojawia się podczas druku którym jest pozostawianie na wydruku ostrych krawędzi, powstawanie ich jest związane z rozdzielczością wyświetlacza, pixele które tworzą wyświetlacz mają kształt kwadratu przez co mogą pojawić się pewne niedoskonałości które nie występują w przypadku używania wiązki lasera do naświetlania żywicy, aby rozwiązać ten problem możemy zastosować antialiasing, jest to opcja która pozwala nam na włączenie dodatkowych pixeli jednak nie z pełną mocą dzięki temu unikniemy ostrych krawędzi wynikających z budowy ekranu.

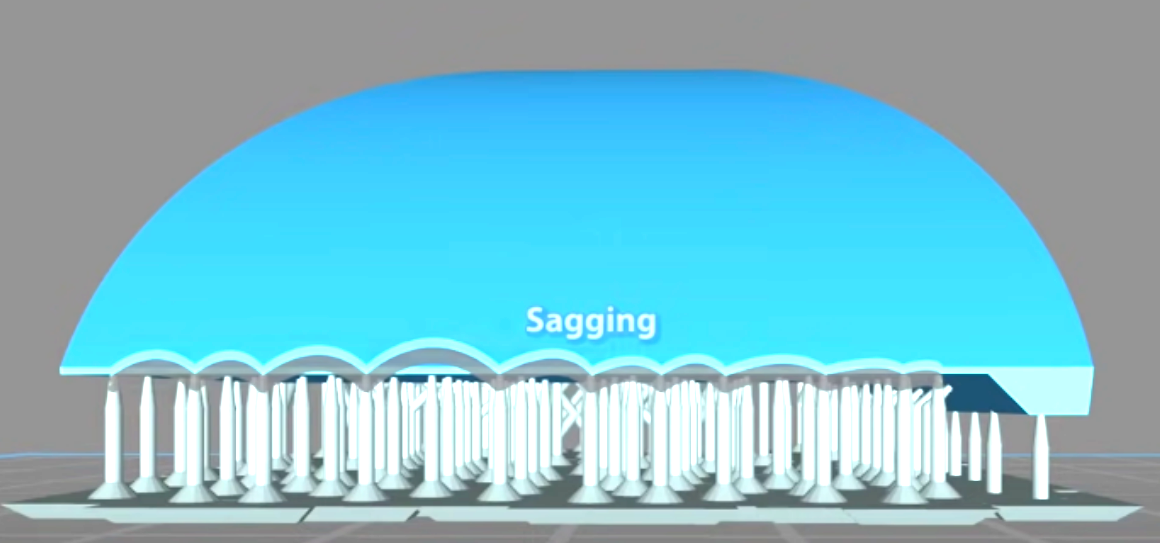
Następnym problemem który może się pojawić jest sagging – podczas druku cienkie warstwy (0.05mm) nie są wystarczająco sztywne aby utrzymać płaską powierzchnię i zaczynają tworzyć kształt podobny do parasolek do momentu stworzenia warstwy umożliwiającej prawidłowy druk. Aby uniknąć tego problemu wystarczy obrócić model pod kątem, w ten sposób warstwy które są tworzone będą wspierać siebie nawzajem
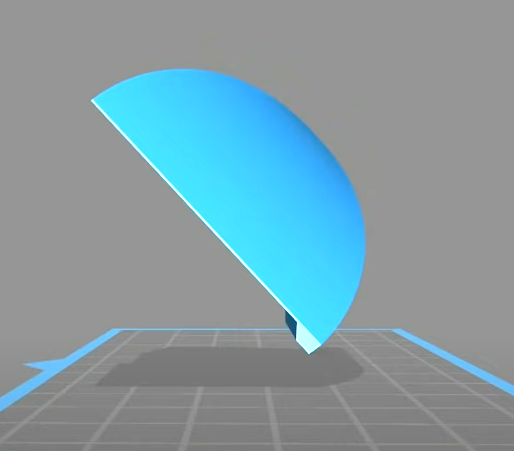
Ustawienie pod kątem rozwiązuje nam jeszcze jeden problem, który jest największym problemem jest to adhezja czyli wiązanie pomiędzy utwardzoną żywicą a stołem oraz żywicą i folią fep, zależy nam aby adhezja między stołem i żywicą była jak największa natomiast między żywicą a folią jak najmniejsza, ustawienie pod kątem modelu tak aby pierwsze warstwy były możliwie jak najmniejsze jest jednym z rozwiązań tego problemu jednak nie jedynym, wyobraźmy sobie próbę wydrukowania kuli – nie mamy możliwości ustawienia jej pod kątem bo zawsze będzie tak samo ustawiona, początkowe warstwy są faktycznie małe jednak w połowie wydruku mamy bardzo dużą powierzchnię która może mieć problem z oderwaniem się od foli, aby łatwiej było ją oderwać trzeba zmniejszyć powierzchnię, jak to zrobić? Najprostszym sposobem jest wydrążenie naszego wydruku, w ten sposób faktycznie zmniejszamy powierzchnię druku, jednak takie rozwiązanie generuje nam dodatkowy problem – podczas druku stworzymy wewnątrz kuli próżnię która będzie przysysać model do foli i tu na ratunek przychodzi kolejna prosta opcja – musimy wykonać otwory w modelu tak aby powietrze mogło spokojnie przepływać przez nasz obiekt. Jednym ze sposobów jest wykonywanie trzech otworów – 2 na górze modelu i jeden na dole ( uwaga drukujemy do góry nogami więc góra jest przy stole). Dzięki zastosowaniu tych opcji nasz wydruk powinien zawsze wychodzić.

Pierwszą rzeczą jakiej będziemy potrzebować jest Slicer – niektórzy producenci wraz z drukarką dodają nam ich własny program jednak my skorzystamy z bardziej uniwersalnego którym jest chitubox.
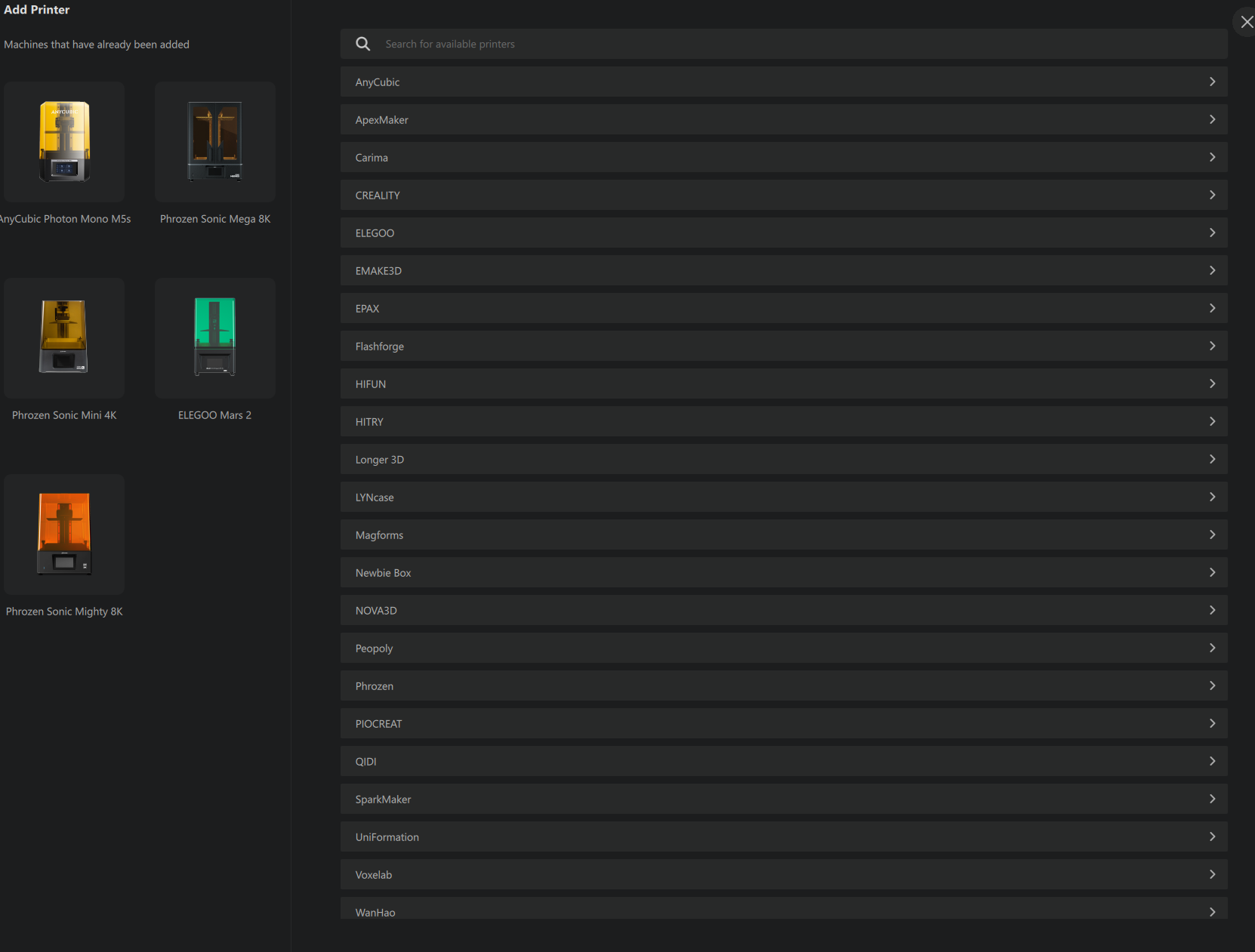
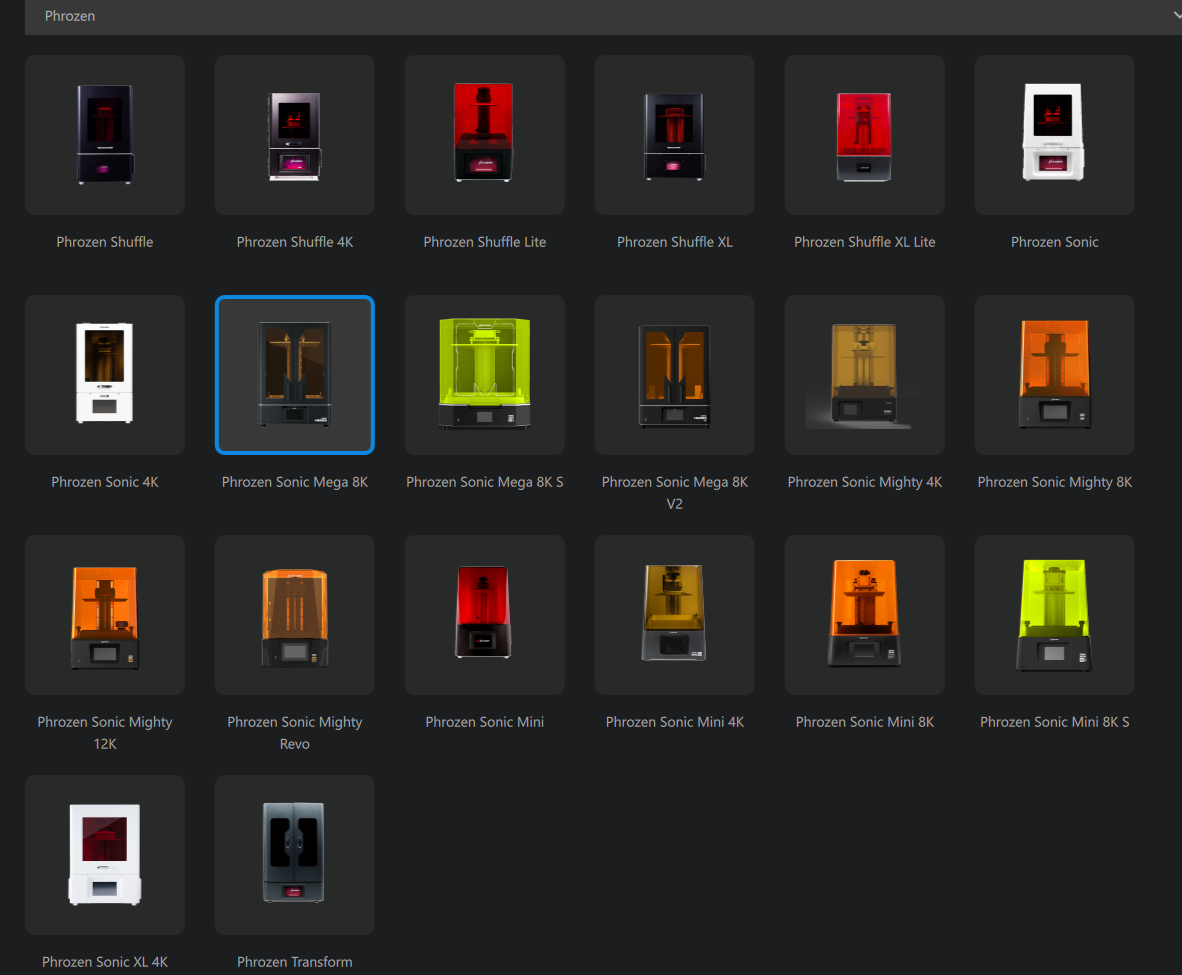
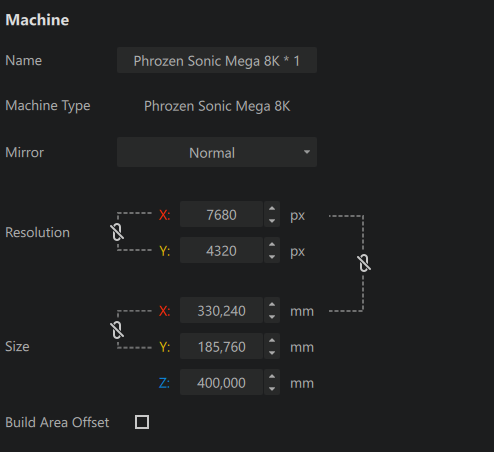
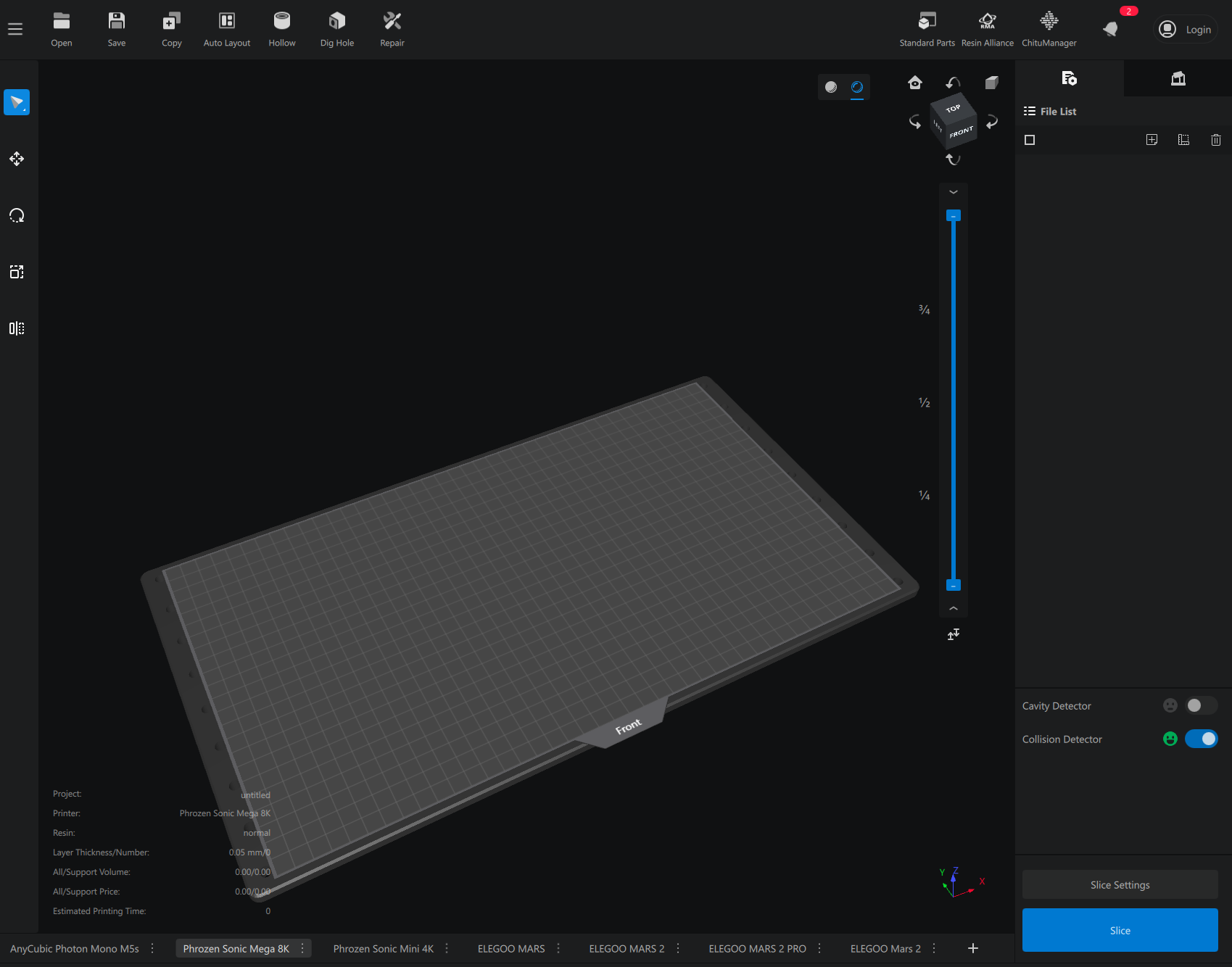
Przy pierwszym uruchomieniu program poprosi nas o wybranie naszej drukarki, tu sprawa jest prosta, najpierw wybieramy producenta a później model drukarki – w moim przypadku będzie to Phrozen mega 8k. Gdy mamy już wybraną drukarkę kolejnym etapem jest ustawienie parametrów druku – w zakładce machine możemy zmienić nazwę czy wymiary naszego stołu roboczego, jednak na począ2tku nie zalecam tego robić
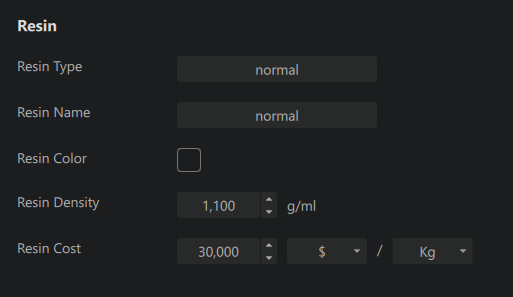
Kolejna zakładka resin pozwala nam na określenie typu żywicy jej gęstości i ceny co może przydać się np. przy wycenie wydruków aby wiedzieć ile żywicy zużyjemy i za jaką cenę.
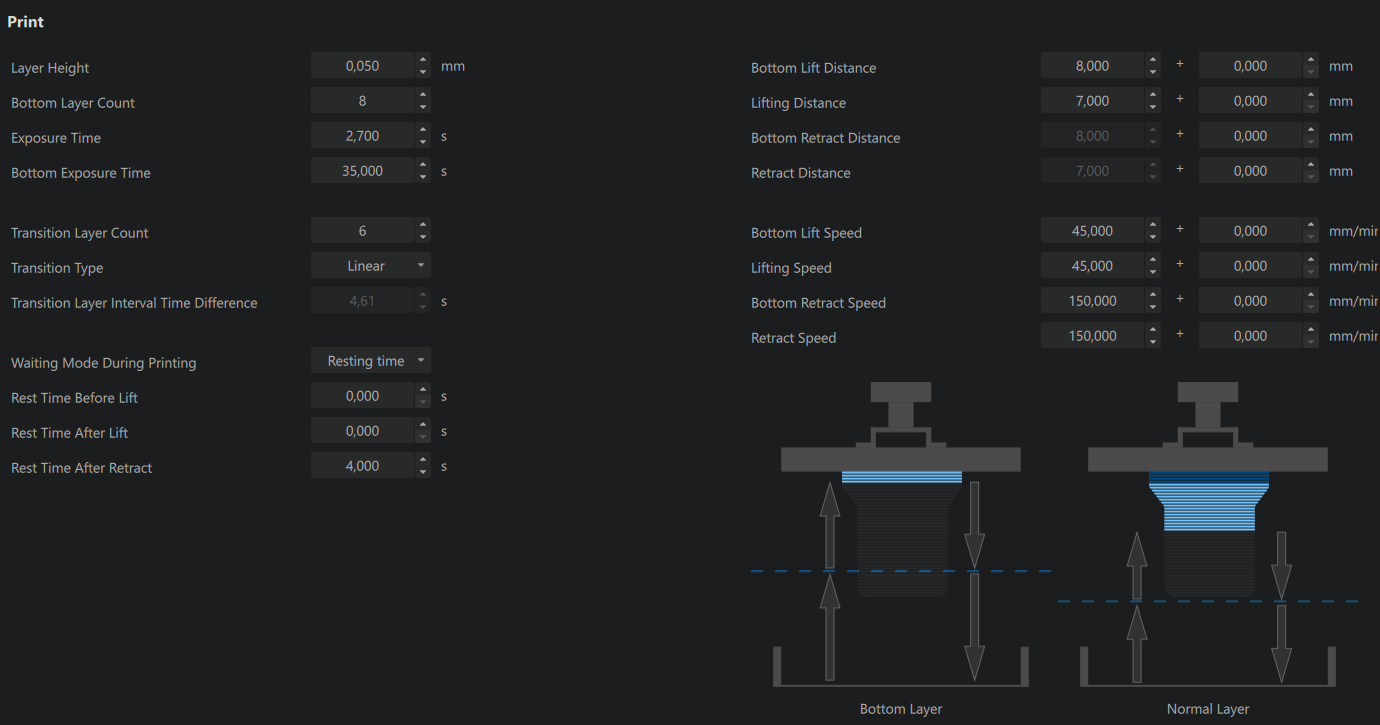
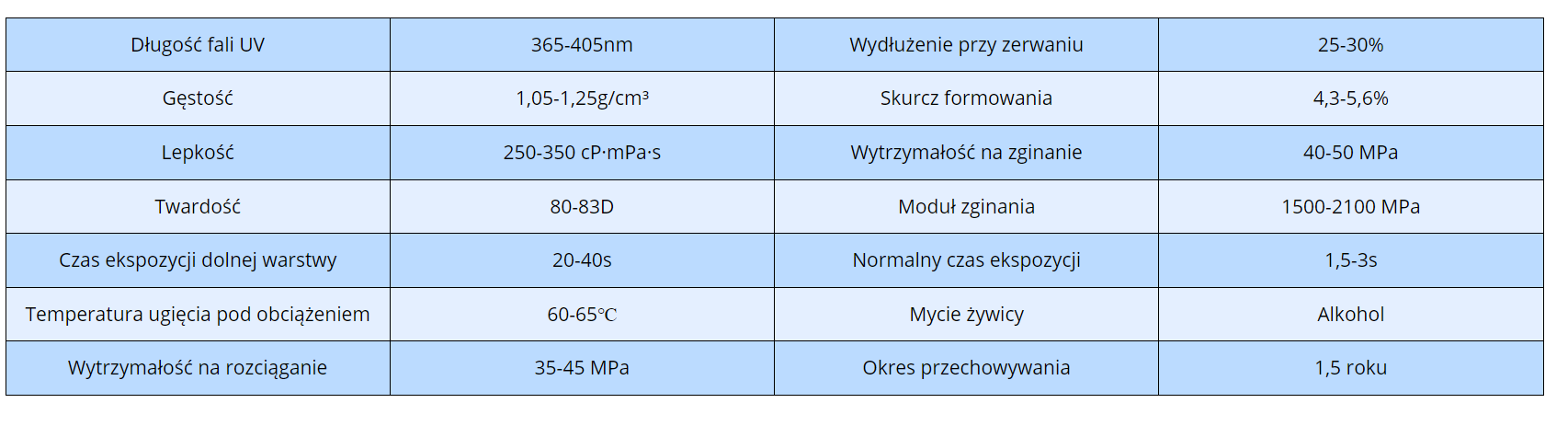
Najważniejszą zakładką jest zakładka print – to tutaj będziemy ustawiać parametry druku dla żywicy. Możemy zastosować gotowe ustawienia dla odpowiedniej żywicy wybierając ją z zakładki po lewej stronie, my jednak skupimy się na ich ręcznej zmianie. W pierwszej kolejności musimy znaleźć parametry dla naszej żywicy, możemy to zrobić odczytując je z opakowania żywicy lub na stronie producenta ja posłużę się żywicą z firmy anycubic, jak widzimy mamy dwa czasy naświetlania, dla dolnych warstw oraz dla pozostałych testowanie polecam zacząć od środkowych wartości ale więcej o testowaniu w osobnym filmie możemy tu również ustawić wysokość warstwy chodź przeważnie i tak zostawimy 0,05 mm
Nowa wersja oprogramowania pozwala nam również na ustawienie warstw przejściowych, sa to warstwy które będą utwardzane krócej niż pierwsze jednak dłużej niż reszta w celu zminimalizowania możliwości oderwania się wydruku od stołu lub od wydrukowanych już warstw
Ważnym parametrem jest również wysokość podnoszenia, określa nam ona o ile stół podniesie się po utwardzeniu warstwy, przy bardzo zużytych foliach fep możemy zwiększyć ten parametr aby wydruk odkleił się od stołu ale uwaga - nie możemy robić tego w nieskończoność i będziemy musieli wymienić folię
Reszta parametrów jest z automatu ustawiona poprawnie i na razie nie będziemy ich modyfikować
W zakładce advance możemy włączyć antyaliasing, pozwoli nam on na ,, wygładzenie,, wydruku tak aby nie było widać ostrych krawędzi powstałych przez piksele ekranu
Po kliknięciu aplly pojawia nam się stół naszej drukarki, jednak to nie jedyna opcja gdzie możemy dodać drukarkę lub zmienić jej parametry. W celu dodania kolejnej drukarki na dole obok już dodanych drukarek klikamy plusa i powtarzamy proces który robiliśmy przed chwilą. Aby zmienić parametry w lewym dolnym rogu klikamy przycisk slice settings, tu możemy ustawić te same parametry które ustawialiśmy przy dodawaniu drukarki

Aby zmienić drukarkę wybieramy j a po prostu z listy na dole, co ciekawe możemy to też zrobić z gotowym modelem bez utraty jego ustawień czy podpór

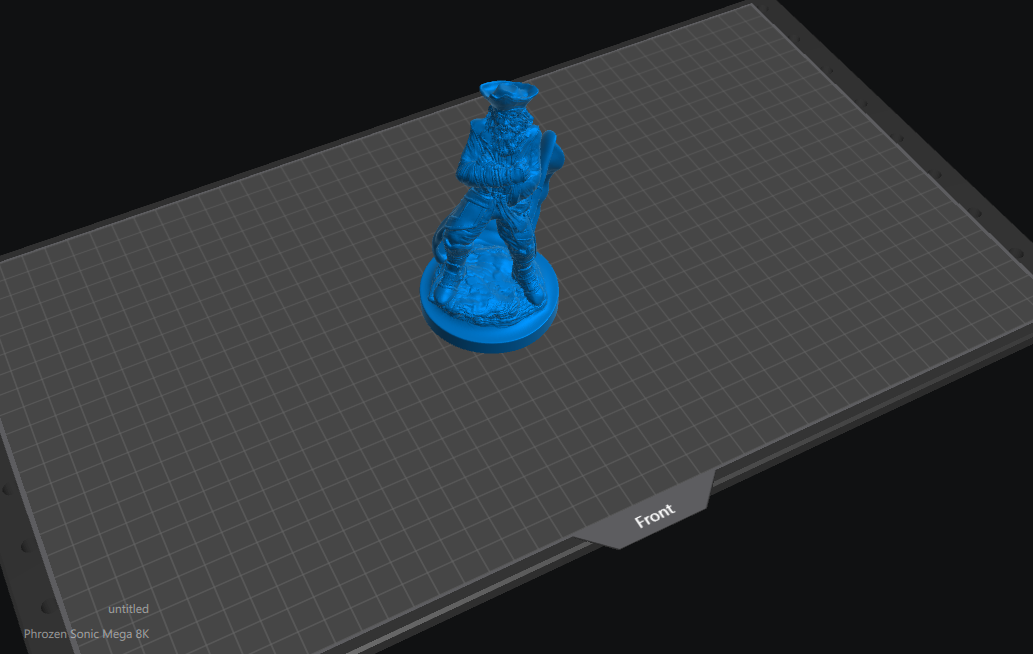
Aby wgrać model mamy dwie opcję pierwsza- przeciągamy plik z folderu na stół roboczy, druga- wybieramy opcję open a następnie wybieramy nasz plik
Zanim zaczniemy ustawiać nasz model musimy go wydrążyć, w tym celu wybieramy opcję hollow
Ustawiamy grubość ścianki – przeważnie ok 1,5-2 mm, w uzasadnionych przypadkach możemy włączyć infill stucture, w środku modelu pojawi nam się wtedy wypełnienie które wzmocni nasz model, opcję animacji możemy wyłączyć tak aby oszczędzić czas i moc obliczeniową komputera. Uwaga, jeżeli chcemy zmienić np. grubość ścianki musimy cofnąć naszą operację, inaczej nie zadziała.
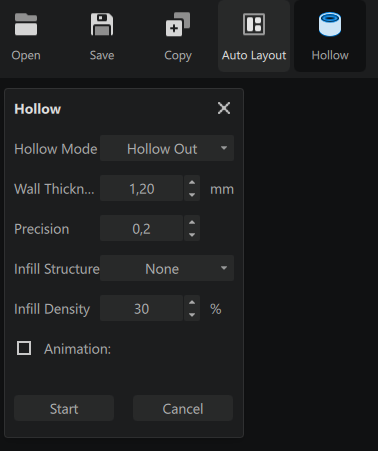
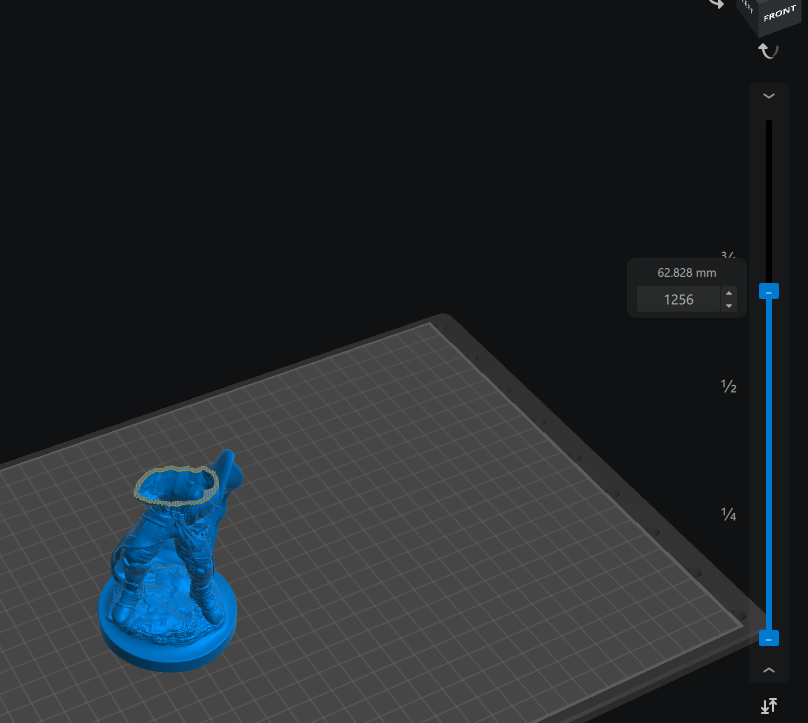
Gdy wszystko mamy już ustawione klikamy start i czekamy aż model zostanie wydrążony – aby sprawdzić czy faktycznie operacja została wykonana przesuwamy suwak po prawej stronie w dół, dzięki temu będziemy mogli zaobserwować nasz model od wewnątrz.
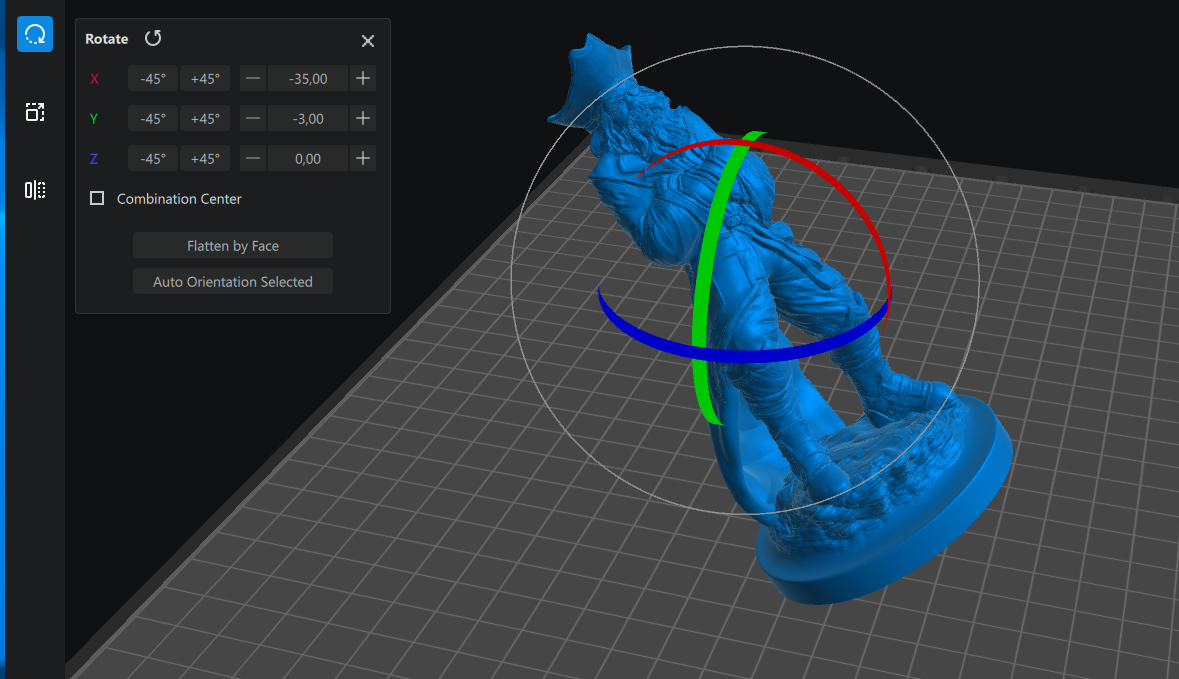
Gdy mamy już wydrążony model następnym etapem jest ustawienie modelu pod kątem, do tego służy opcja rotate po lewej stronie. Ustawienie modelu jest jednym z najważniejszych momentów przy przygotowaniu naszych wydruków, po pierwsze chcemy aby nasz obiekt miał jak najmniejszą pierwszą warstwę, po drugie staramy się ustawić model w taki sposób aby wszystkie elementy wychodzące z modelu były skierowane ku górze ( nie zawsze jest to możliwe więc nie przejmujemy się tym aż tak mocno), po trzecie model możemy drukować prawie na pionowo lub prawie leżąco, pierwsza opcja wydłuży nam czas druku ale pozwoli na uzyskanie lepszej jakości widocznych elementów, druga skróci czas druku ale jakość będzie gorsza, to jaką wersję ustawienia wybierzemy zależy tylko od nas. Ostatnim aspektem jest obrócenie pod kątem, warto zrobić to w dwóch osiach dzięki czemu nasz model będzie mieć małe pierwsze warstwy druku i pozwoli nam to na zastosowanie mniejszej ilości podpór.
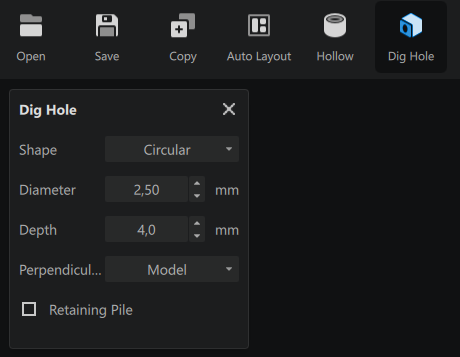
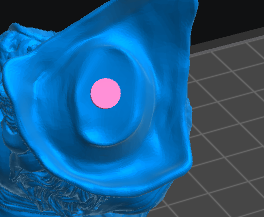
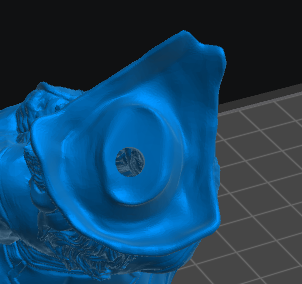
Gdy mamy już ustawiony nasz model możemy wyciąć dziury – w tym celu na górnym pasku wybieramy opcję dig hole tu możemy zmienić kształt naszego otworu, średnicę ( należy uważać przy zmniejszaniu średnicy poniżej 2 mm ponieważ może się nie wydrukować) oraz głębokość, tu polecam ustawienie 2x grubość ścianki. Możemy również wybrać czy otwory mają być prostopadłe do modelu czy do stołu ( z reguły wybieramy tą pierwszą opcję) Ostatnia opcja czyli Retaning Pile będzie tworzyła nam dodatkowe obiekty którymi możemy zakryć otwory potrzebne do druku, osobiście wolę ją wyłączyć ponieważ generuje nam dodatkowe obiekty które musimy ustawić, po drugie otwory możemy zaślepić żywicą której użyliśmy do druku co często będzie szybsze i lepsze. W tym momencie wystarczy najechać na model kursorem a następnie kliknąć lewy przycisk myszy w miejscu gdzie chcemy wykopać otwór.
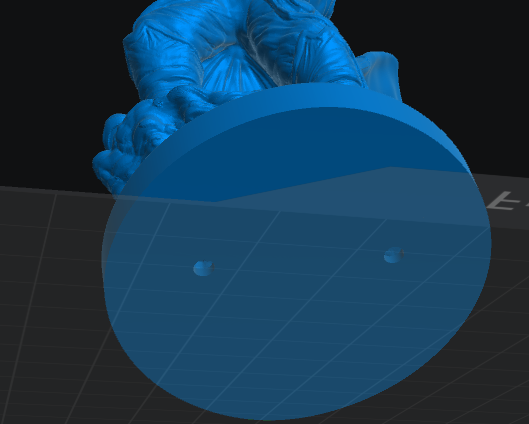
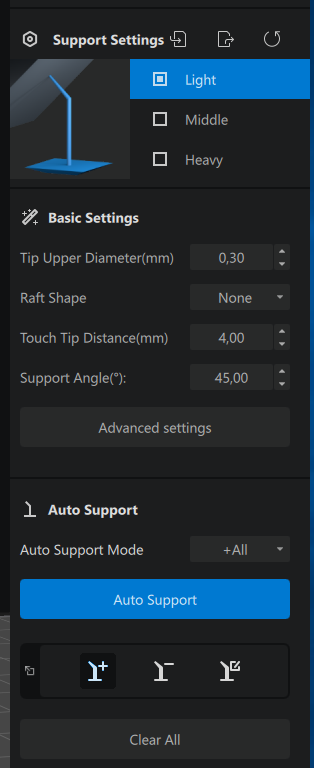
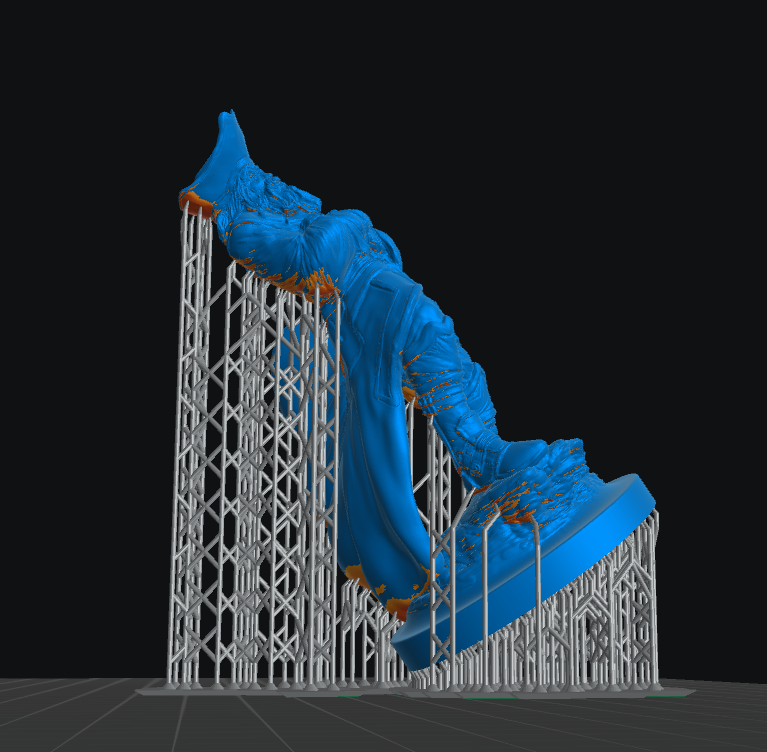
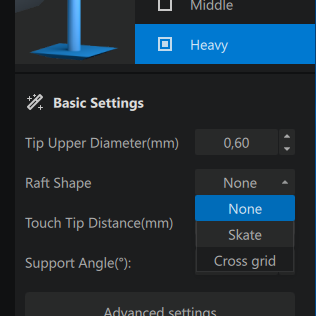
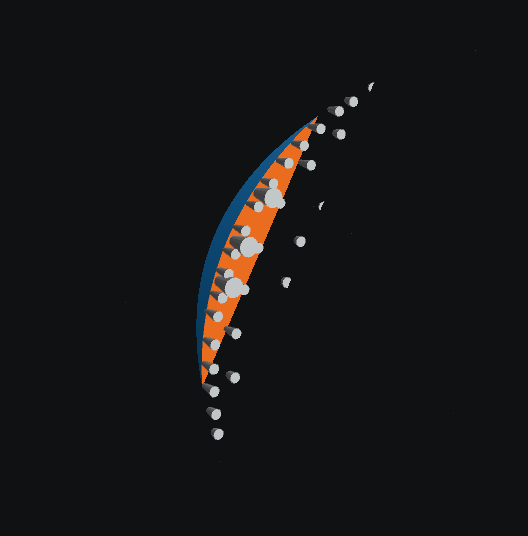
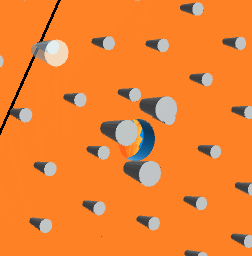
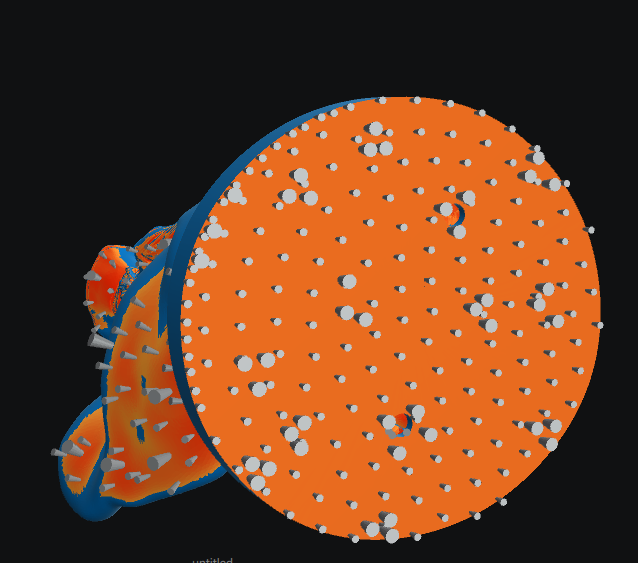
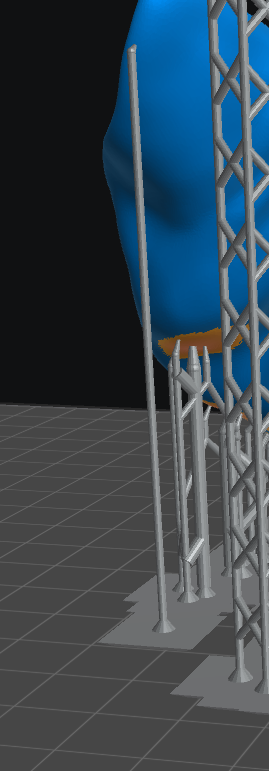
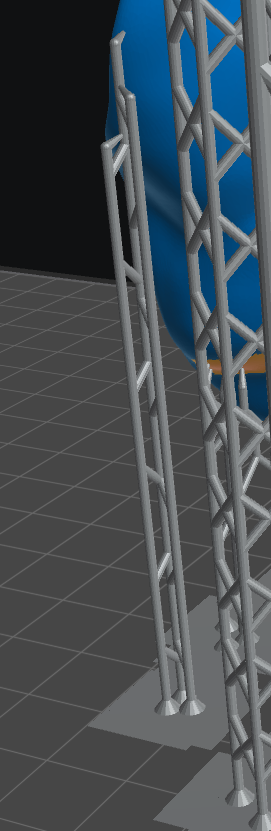
Gdy mamy już otwory przechodzimy do dodawania podpór w tym celu w pierwszej kolejności wybieramy drugą zakładkę w prawym górnym rogu, możemy zobaczyć że nasz model podniósł się do góry jest to porządany efekt ponieważ jak zaraz zobaczymy przy stole tworzy się pewnego rodzaju dodatkowa warstwę i nie chcemy aby nasz model był w niej zatopiony, warto ustawić tą wartość na około3-3,5 mm, następnie wybieramy podpory Light i klikamy niebieski przycisk auto suport. Teraz program sam dodał nam podpory, ale to nie koniec naszej pracy z podporami. Gdy już mamy dodane automatycznie podpory light wybieramy opcję Heavy, możemy zauważyć że wyspa wokół podpór zmieniła się, aby wrócić do jej poprzedniego ustawienia w zakładce raft shape wybieramy none, teraz czas na dodawanie ciężkich podpór, tu opiszę jeden z przykładów jak możemy to robić, po pierwsze w dolnej części zakładki wybieramy ikonę popdpory z plusem, następnie obracamy się od dołu tak aby widzieć tylko końcówki podpór, teraz zjeżdżamy suwakiem po prawej stronie do samego dołu a następnie podjeżdżając do góry szukamy miejsc gdzie wydruk zaczyna się drukować ( jak na zdjęciu poniżej). W takich miejscach konieczne jest dodanie ciężkich podpór. Gdy cały model będzie mieć już dodane podpory kolejnymi miejscami gdzie musimy dodać podpory Heavy są otwory na górze modelu ( te bliżej stołu) tu możemy dodać je w kształcie trójkąta wokół otworu. Przy dużych podstawach warto wesprzeć ją w kilku miejscach podobnie jak przy otworach, dzięki temu unikniemy sytuacji gdzie model odklei się podstawą i zostanie obrócony lub całkowicie się oderwie. Ostatnim elementem jest ,,dodawanie podpór dla podpór,, w tym kroku musimy wesprzeć pojedyncze długie podpory które podczas druku mogą ulec zerwaniu i uszkodzić model a nawet drukarkę.



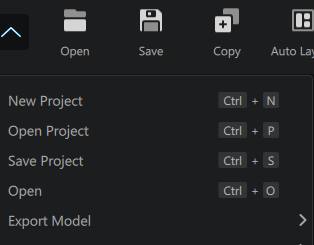
Gdy wszystkie podpory są już dodane wracamy do poprzedniej zakładki, teraz watro jest zapisać plik roboczy, w tym celu rozwijamy zakładkę po lewej stronie a następnie wybieramy opcję save project i zapisujemy z rozszerzeniem .chitubox. Ostatnim elementem jest pocięcie naszego modelu, do tego służy przycisk slice po prawej stronie, na koniec klikamy przycisk save, zapisujemy nasz plik na pendriva i jesteśmy gotowi do druku… a przynajmniej nasz model.


Podstawowe informacje o chitubox
CHITUBOX to slicer i świetna alternatywa dla autorskiego oprogramowania producentów drukarek 3D.
Każdy program typu slicer jest narzędziem do wstępnego przetwarzania, które konwertuje cyfrowe modele 3D i parametry procesu drukowania na instrukcje do wykonania przez drukarkę 3D. Jest to niezbędny krok w każdej procedurze drukowania 3D, niezależnie od technologii (FDM, SLA, SLS itd.). Większość ludzi kojarzy cięcie z generowaniem kodu G, co jest słuszne, ponieważ FDM jest najpopularniejszą technologią druku 3D. Ten format niestety nie działa z żywicowymi drukarkami 3D ze względu na zupełnie inny charakter. Dlatego konieczne jest specjalne oprogramowanie dla tych drukarek 3D. Chociaż większość drukarek jest dostarczana z firmowymi krajalnicami, nie oznacza to, że są one dobre. CHITUBOX to narzędzie innej firmy, które jest kompatybilne z najpopularniejszymi drukarkami 3D z żywicy na rynku.CHITUBOX Basic oferowany jest jako darmowe oprogramowanie , natomiast CHITUBOX Pro wymaga płatnej subskrypcji. W związku z tym wybór CHITUBOX Pro zapewnia dostęp do szerszego spektrum funkcji i funkcjonalności.
Link do informacji:
https://www.tagdental.pl/baza-wiedzy/blog/najlepsze-ustawienia-drukarki-3d-z-chitubox/
Link do artykułów:
http://pl.insta3dm.com/info/chitubox-an-overview-of-the-3d-printing-resin-79277482.html
Link do pobrania programu:
https://www.chitubox.com/en/index
Polecam wersje 1.9.5.
https://www.chitubox.com/en/download/previous/chitubox-free
Podstawowe informacje o programie i zasadach przygotowania plików:
https://www.tagdental.pl/baza-wiedzy/blog/najlepsze-ustawienia-drukarki-3d-z-chitubox/
LINKI VIDEO: POLSKI
LINKI VIDEO: ENGLISH
https://www.youtube.com/watch?v=y2W32NtPNzc&list=PLQFRrEFTWg7hXtWWqrZyLw69BxW2-z5F-
https://www.youtube.com/watch?v=M479IHs836g
https://www.youtube.com/watch?v=u_Ih-WB8HCM
https://www.youtube.com/watch?v=MU0Cq_bjhy4
https://www.youtube.com/watch?v=2mOmkRyrQSE
https://www.youtube.com/watch?v=6pXpjulVSIo
https://www.youtube.com/watch?v=AnlxuxxcqC8
OFICJALNA KANAŁ CHITUBOX:
https://www.youtube.com/@chituboxofficial987/videos
INNE KANAŁY
Wymiana foli FEP
Dwa słowa wstępu
Każda osoba która drukuję w technologii SLA prędzej czy później będzie musiała wymienić folię FEP. Ale czym ona jest? Gdzie się znajduję? Kiedy i jak ją wymienić? Odpowiedzi na te pytania znajdziemy poniżej.
Czym jest folia FEP i gdzie ją znajdziemy?
Folia FEP jest to specjalny rodzaj foli znajdującej się od spodu zbiornika do którego wlewamy żywicę, musi ona pozwolić na przepuszczanie światła uv bez jego zniekształcania tak aby płynna żywica mogła utwardzić się w pożądany przez nas sposób. Folia ta pełni jeszcze jedną rolę, ma ona zmniejszyć siły które towarzyszą podczas odrywania utwardzonej warstwy od dna zbiornika.
Kiedy muszę wymienić folię?
Folię będziemy wymieniać w dwóch przypadkach:
Po pierwsze, gdy folia będzie już mocno zużyta. Nowa, poprawnie założona folia zachowuję się jak ,,bębenek,, oznacza to że jest mocno naciągnięta i sprężysta, z czasem użytkowania folia zacznie się rozciągać i straci swój pierwotny naciąg, oznaką takiego zużycia jest konieczność podnoszenia stołu po każdej warstwie wyżej niż pierwotnie było to ustawione. W takim wypadku folia musi zostać wymieniona.
Drugim wypadkiem będzie uszkodzenie foli np. przez wbite resztki wydruku. Taka folia musi zostać natychmiast wymieniona aby nie powodowała uszkodzenia ekranu.
Jak wymienić folię?
Jeżeli chodzi o wymianę foli jest kilka technik, my skupimy się na jednej która sprawdza się najlepiej przy naszych drukarkach.
Przejdźmy więc krok po kroku przez ten proces:
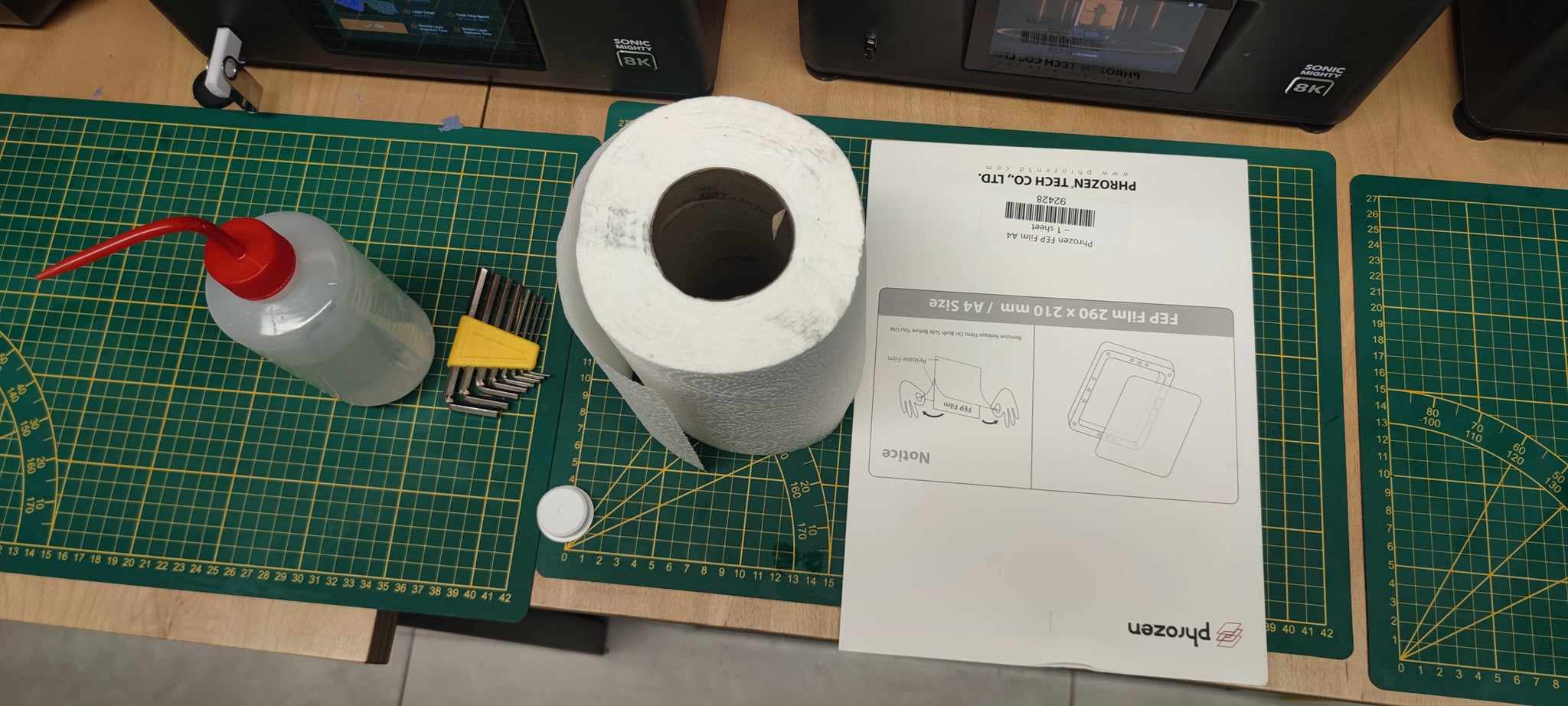
- Przed przystąpieniem do pracy musimy przygotować stanowisko oraz narzędzia które będą nam potrzebne

Warto zabezpieczyć nasz stół oraz przygotować następujące rzeczy: nowa folia, ręczniki papierowe, klucze ampulowe, IPA, nakrętka od butelki, nożyk oraz coś ostrego np. pęsetę
- Kolejnym krokiem jest zdjęcie i opróżnienie naszego zbiornika z drukarki

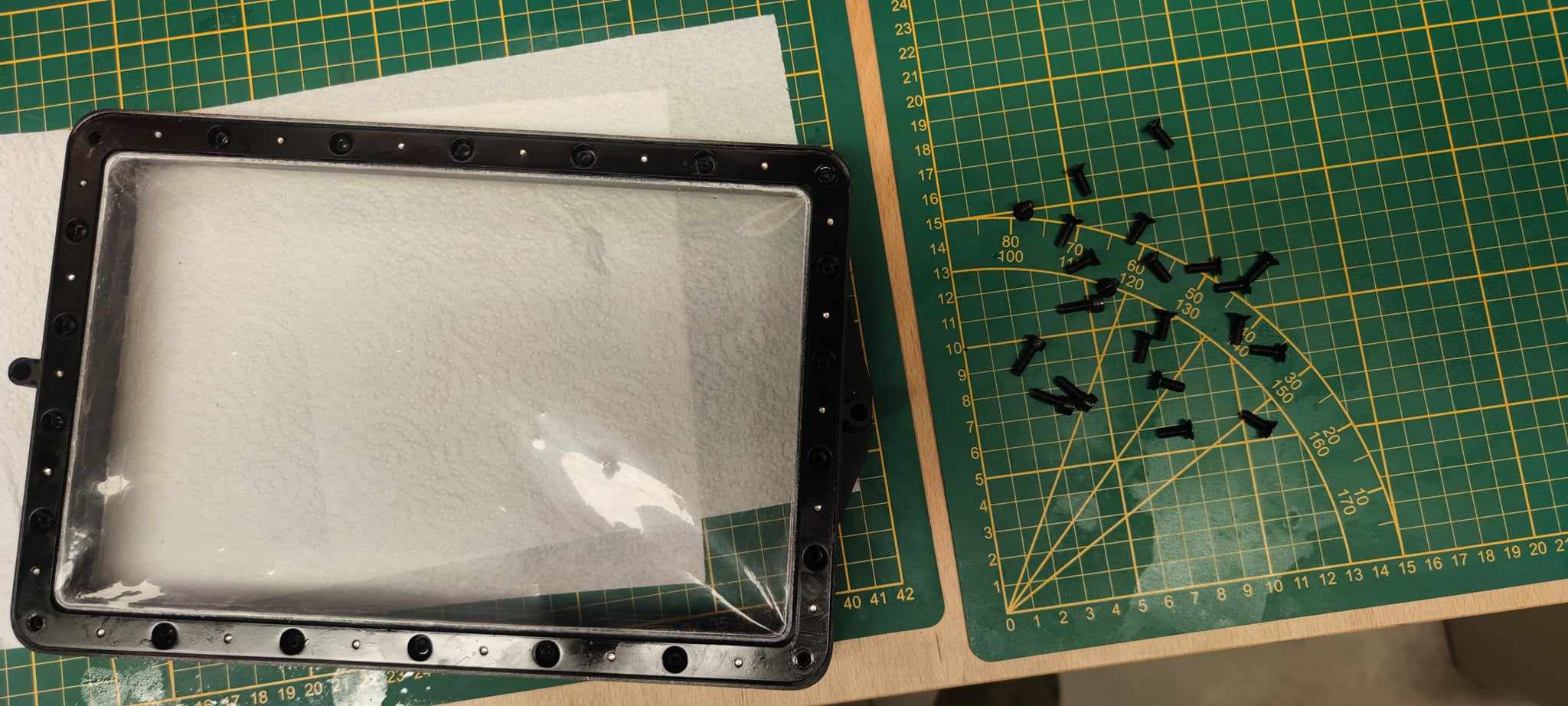
- Teraz gdy już mamy nasz zbiornik wyjęty czas na odkręcenie ramki z naszą folią, w tym celu przy pomocy klucza ampulowego odkręcamy wszystkie widoczne od spodu śruby

- Teraz możemy wyjąć ramkę razem z naszą folią, warto zauważyć że folia nie jest napięta i nie wynika to z jej zużycia lecz ze sposobu montażu.
-
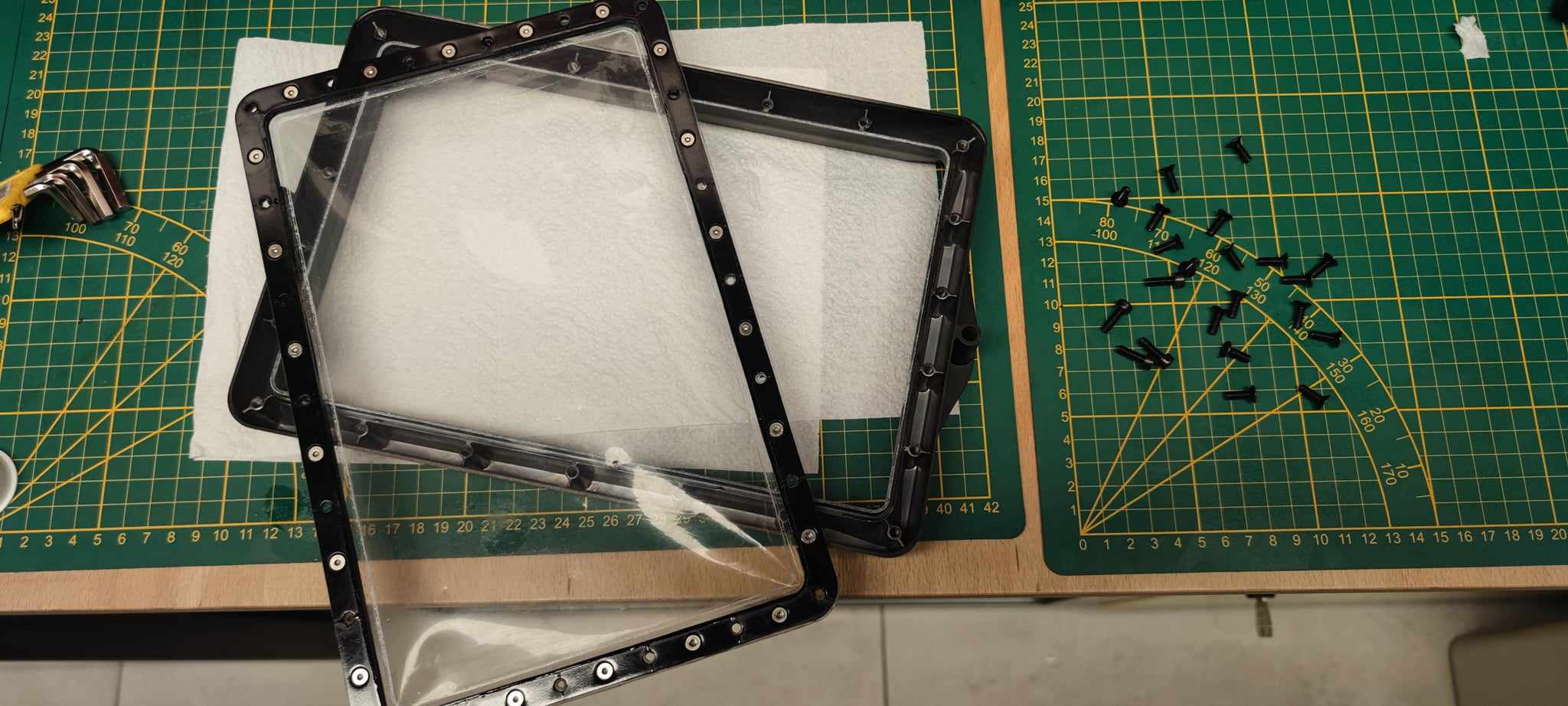
Kolejnym krokiem jest ponowne odkręcenie wszystkich śrub z drugiej strony ramki


-
Gdy mamy już odkręcone wszystkie śruby możemy wyjąć naszą starą folię a następnie przy pomocy ręczników papierowych i IPY wyczyścić ramki i zbiornik

-
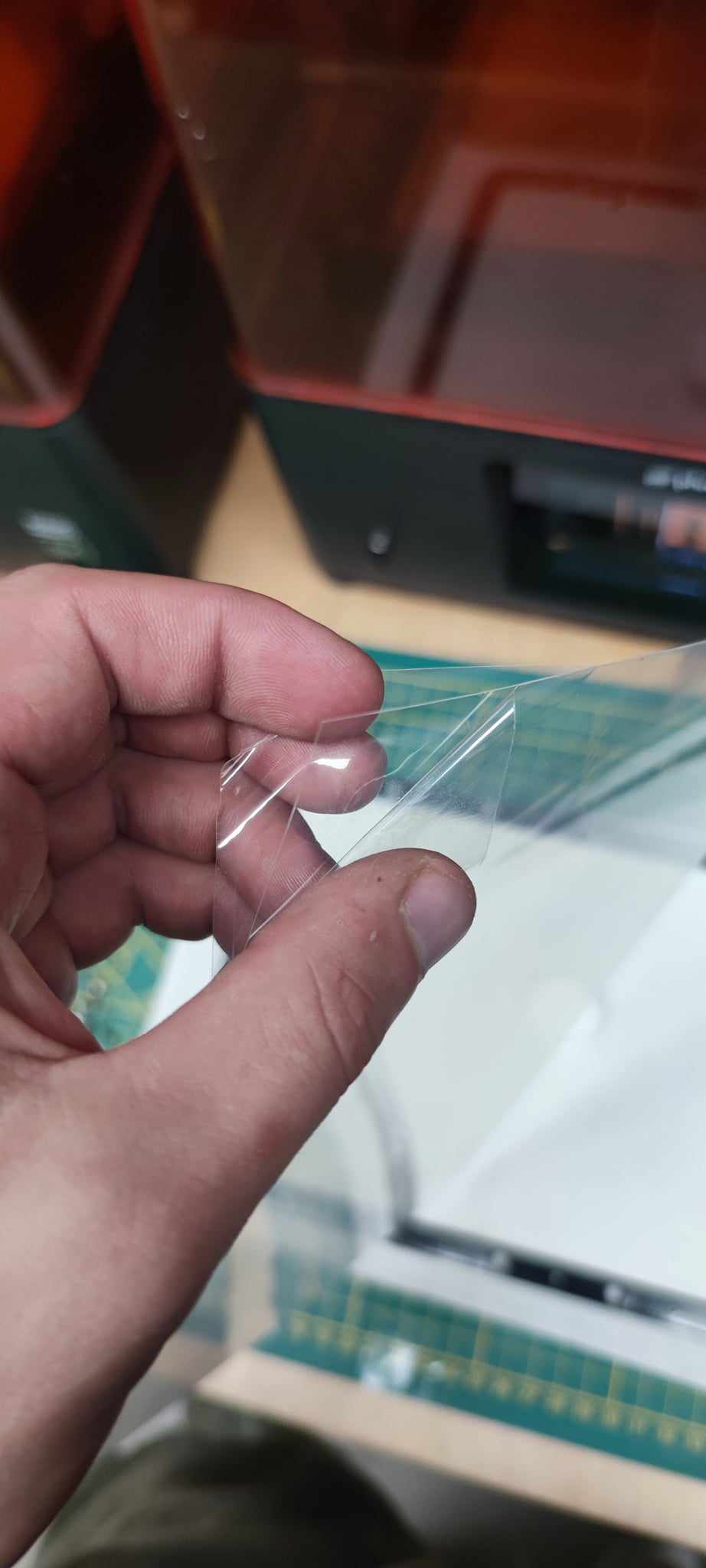
Teraz czas na nową folię, przed jej założeniem musimy zdjąć folię ochronną.

-
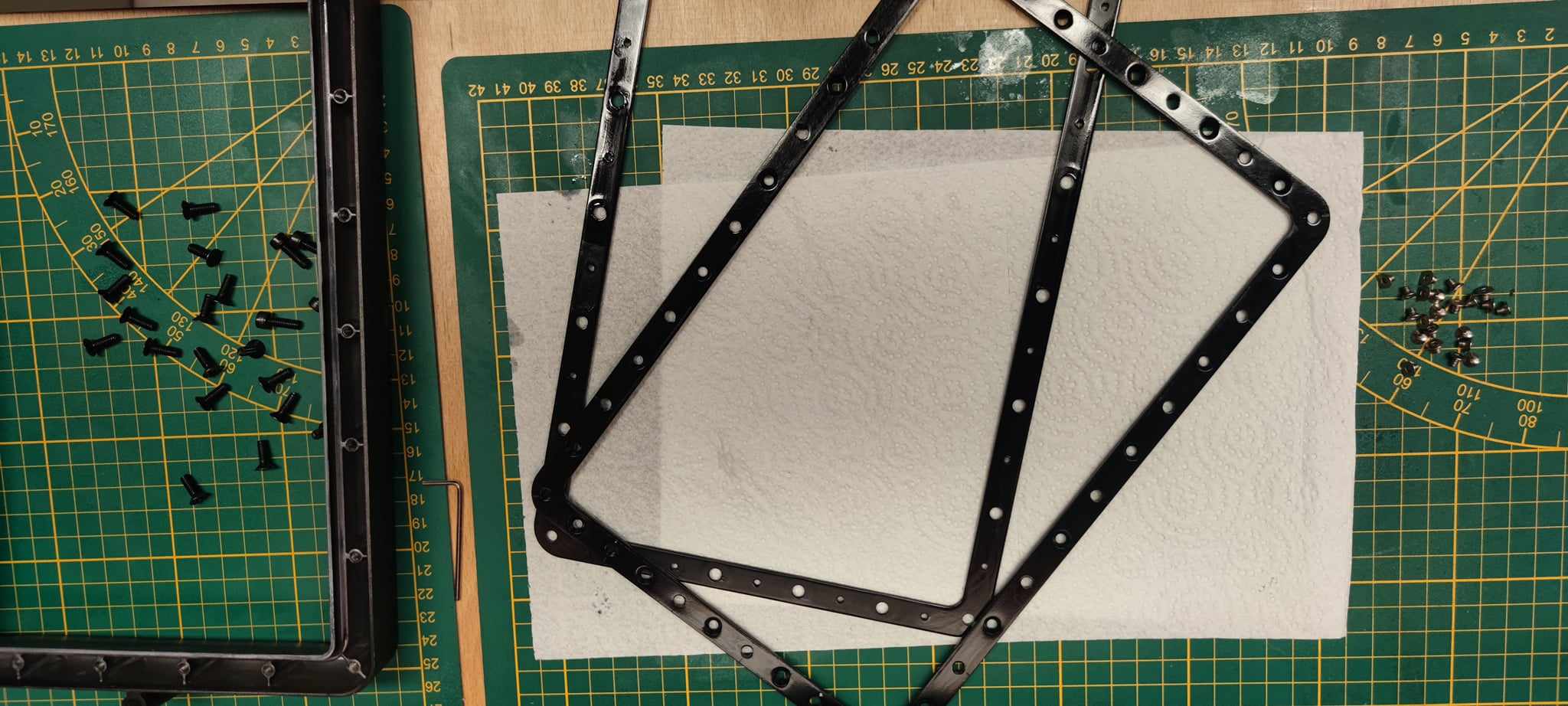
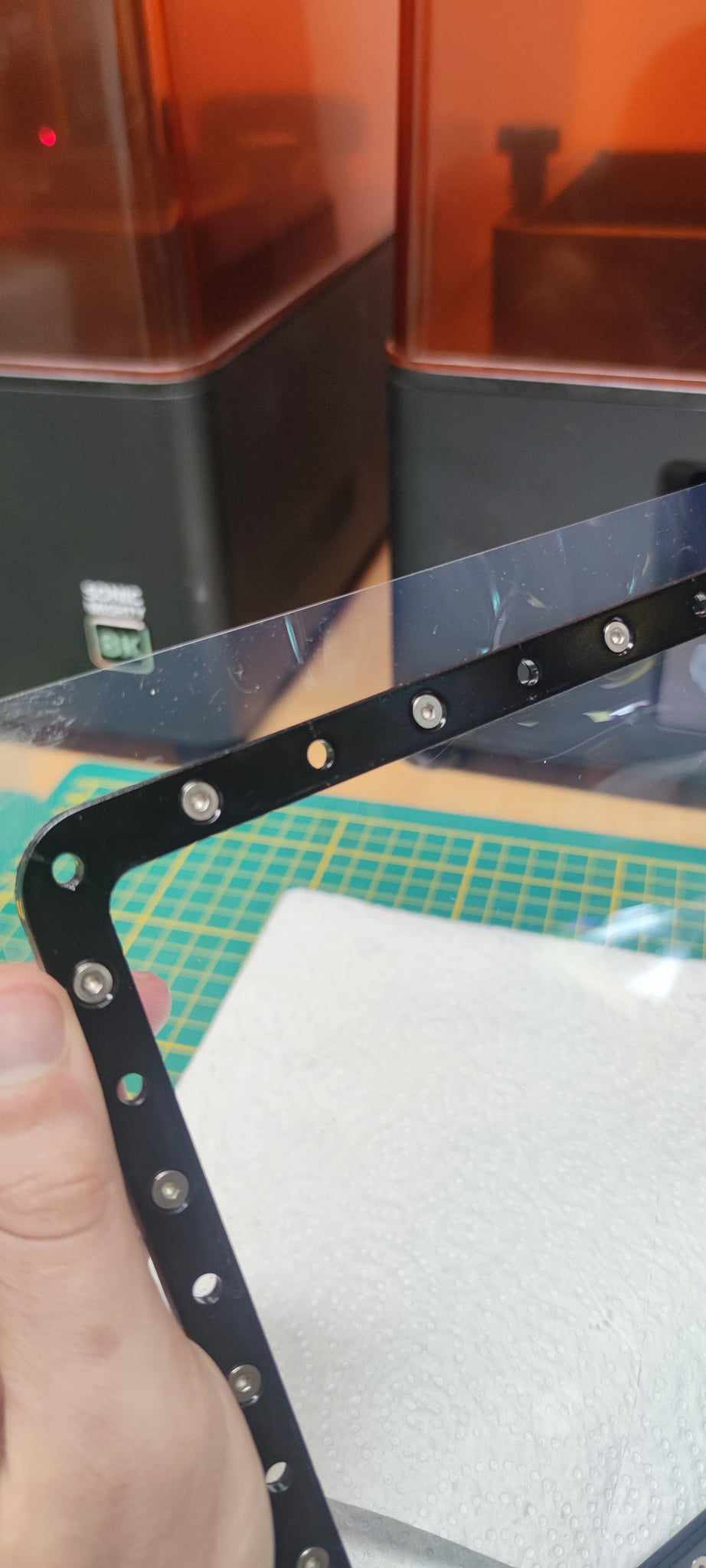
Po zdjęciu warstwy zabezpieczającej przyszedł czas na montaż nowej foli, w tym celu na ręcznikach papierowych kładziemy pierwszą ramkę, tu ważny element, pierwsza ramka musi mieć otwory z gwintem i leżeć wgłębieniami na pozostałych otworach do dołu. Następnie na środek kładziemy nakrętkę tak aby w późniejszym etapie można było poprawnie naciągnąć folię, później kładziemy naszą folię i przykrywamy ją drugą ramką tym razem wgłębieniami do góry.



-
Przed skręceniem naszej ramki musimy zrobić otwory na nasze śruby, tu przy się np. ostra pęseta, na początku warto zrobić 4 otwory na rogach, przykręcić je śrubami a następnie wkręcić resztę śrub, dzięki temu nasza folia nie będzie się przesuwać podczas robienia otworów pod kolejne śruby.

-
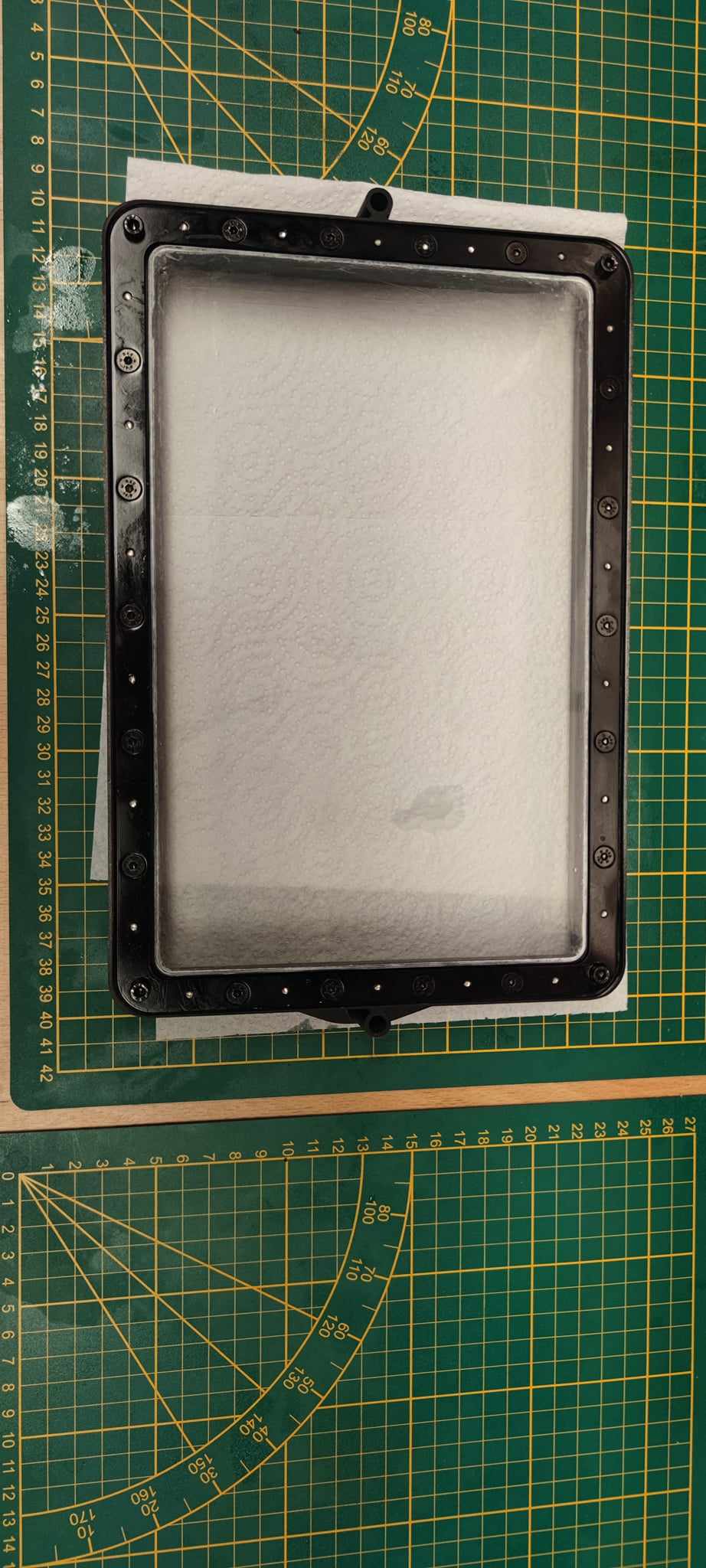
Teraz przed włożeniem naszej ramki do zbiornika warto przy pomocy nożyka uciąć nadmiar foli aby nie przeszkadzała w użytkowaniu

-
Czas na włożenia ramki do zbiornika tak aby łebki naszych śrub były od dołu
-
Powtarzamy proces z robieniem otworów i wkręcaniem śrub, tu również można na początku wykonać 4-6 otworów, dokręcić śruby a następnie wykonać to samo z pozostałymi otworami


-
Ostatnią rzeczą jest wyczyszczenie naszej foli i zamontowanie zbiornika z powrotem w drukarce.







Drukarki mSLA
Opis drukarek mSLA
Podstawowe informacje o drukarce Elegoo Mars
Elegoo Mars
Elegoo ma wieloletnie doświadczenie w produkcji różnych komponentów do drukarek 3D. Dzięki zgromadzonej wiedzy w końcu opracowali własną drukarkę UV LCD. To narodziny popularnej żywicznej drukarki 3D Elegoo Mars.
Łatwość użycia
Dzięki prostej konstrukcji i łatwemu w obsłudze systemowi Elegoo Mars nadaje się również dla początkujących. Elegoo Mars jest dostarczany częściowo zmontowany i możesz rozpocząć drukowanie w ciągu kilku minut.
Elegoo Mars jest bardzo łatwy w użyciu dzięki kolorowemu 3,5-calowemu ekranowi dotykowemu i najnowszemu oprogramowaniu Elegoo Chitubox. Możesz nawet wyświetlić podgląd modelu 3D na USB i monitorować status drukowania w czasie rzeczywistym.
Szybkość i oszczędność
Elegoo Mars jest wyposażony w najnowszą wersję oprogramowania do krojenia Chitubox, która zapewnia wyjątkowe wrażenia użytkownika. To oprogramowanie jest znacznie szybsze w porównaniu z innym oprogramowaniem do krojenia typu open source i można go używać do drążenia modeli przed krojeniem w celu oszczędzania żywicy.
Precyzja
Drukarka ma ekran LCD 2K HD i umożliwia bardzo wysoką precyzję 47 μm. Możesz go użyć do wydrukowania naprawdę drobnych szczegółów!
Link do strony producenta:
https://www.elegoo.com/products/elegoo-mars-lcd-3d-printer
- Parametry:
- Wyświetlacz drukarki: Wyświetlacz dotykowy
- Obsługiwane systemy operacyjne:Windows (7 +), macOS X (10.7 +)
- Interfejs:USB
- Obsługiwane formaty (Slicer):STL, OBJ
- Przestrzeń robocza [Szer.xGł.xWys.]:115 x 65 x 150 mm
Urządzenie może współpracować z różnymi SLICERAMI w FABLABIE korzystamy z programu CHITUBOX do przygotowywania plików na drukarkę. Istnieją inne programy np: ANACUBIC SLICER, PRUSA SLICER, LYCHEE SLICER itp. należy sprawdzić czy oprogramowanie posiada PRESET'y (ustawienia fabryczne) pod konkretne drukarki, w tym przypadku ELEGOO MARS.
LINK DO KSIĄŻKI ROBISZ.TO WIKI - CHITUBOX SLICER
(informacje o presetach urządzeń, prawidłowym przygotowaniu plików itpp.)
LINKI VIDEO: POLSKI
??
LINKI VIDEO: ENGLISH
OFICJALNA STRONA ELEGOO
https://www.youtube.com/watch?v=y3DO-Wbwju8
INNE KANAŁY
https://www.youtube.com/watch?v=tBgLgkgeKJ4
https://www.youtube.com/watch?v=3YMUh-9FokQ
https://www.youtube.com/watch?v=CrglNNw5A8Q
https://www.youtube.com/watch?v=-Gukk_KGTgc
Podstawowe informacje o drukarce Elegoo Mars 2
Elegoo Mars 2 Mono
Elegoo Mars 2 Mono wyposażona w 6,08-calowy monochromatyczny wyświetlacza LCD o rozdzielczości 2K HD. Wyświetlacz potrzebuje zaledwie 2 sekund na naświetlenie, aby utwardzić żywicę, co może znacznie poprawić wydajność drukowania. Mono-LCD ma znacznie dłuższą żywotność i stabilną wydajność podczas długotrwałego drukowania, co pozwala zaoszczędzić pieniądze. Nowa struktura źródła światła zapewnia równomierną emisję światła UV i współpracuje z 2K mono-LCD. Szczegóły drukowania i precyzja są znacznie poprawione, a modele drukowane 3D są fascynujące. Korpus aluminiowy frezowany CNC sprawia, że Mars 2 jest niezwykle imponującą maszyną. Nowo zaprojektowana piaskowana płyta montażowa znacznie mocniej przylega podczas drukowania i umożliwia spójny efekt drukowania.
Link do strony producenta:
https://www.elegoo.com/products/elegoo-mars-2-mono-lcd-3d-printer
Parametry:
-
Długość fali światła: 405 nm
- Obszar roboczy: 129 x 80 x 150 mm
-
Prędkość druku: 30–50 mm/h.
-
Rozdzielczość ekranu dotykowego : 3,5 cala
-
Oprogramowanie Slicer: CHITUBOX
Urządzenie może współpracować z różnymi SLICERAMI w FABLABIE korzystamy z programu CHITUBOX do przygotowywania plików na drukarkę. Istnieją inne programy np: ANACUBIC SLICER, PRUSA SLICER, LYCHEE SLICER itp. należy sprawdzić czy oprogramowanie posiada PRESET'y (ustawienia fabryczne) pod konkretne drukarki, w tym przypadku ELEGOO MARS 2.
LINK DO KSIĄŻKI ROBISZ.TO WIKI - CHITUBOX SLICER
(informacje o presetach urządzeń, prawidłowym przygotowaniu plików itp.)
LINKI VIDEO: POLSKI
??
LINKI VIDEO: ENGLISH
OFICJALNA STRONA ELEGOO
https://www.youtube.com/watch?v=xMKfqvoSYto
INNE KANAŁY
https://www.youtube.com/watch?v=zdZavqoY4RA&t=387s
https://www.youtube.com/watch?v=MaHFWrJL9yE
Podstawowe informacje o drukarce Elegoo Mars 2 Pro
Elegoo Mars 2 Pro Mono
Doskonała jakość wydruku, odwzorowanie detali i gładkość powierzchni. Czas naświetlania warstwy 0,05mm w granicach 2,5 sek co przekłada się na błyskawiczne wydruki. Przykładowo dla branży stomatologicznej gotowy model w czasie około godziny. Drukarka gwarantuje dłuższą bezawaryjną pracę przy jakość wydruku wyżej niż Photon S.
Dużą zaletą drukarki na tle konkurencji jest brak luzów na nakrętce trapezowej na osi z.
Link do strony producenta:
https://www.elegoo.com/products/elegoo-mars-2-pro-mono-lcd-3d-printer
Parametry:
-
Długość fali światła: 405 nm
- Obszar roboczy: 129 x 80 x 160 mm
-
Prędkość druku: około 50 mm/h
-
Rozdzielczość ekranu dotykowego : 3,5 cala
-
Interfejsy: USB
-
Oprogramowanie Slicer: CHITUBOX
Urządzenie może współpracować z różnymi SLICERAMI w FABLABIE korzystamy z programu CHITUBOX do przygotowywania plików na drukarkę. Istnieją inne programy np: ANACUBIC SLICER, PRUSA SLICER, LYCHEE SLICER itp. należy sprawdzić czy oprogramowanie posiada PRESET'y (ustawienia fabryczne) pod konkretne drukarki, w tym przypadku ELEGOO MARS 2 PRO.
LINK DO KSIĄŻKI ROBISZ.TO WIKI - CHITUBOX SLICER
(informacje o presetach urządzeń, prawidłowym przygotowaniu plików itp.)
LINKI VIDEO: POLSKI
https://www.youtube.com/watch?v=Nfo0I8vuFsE
https://www.youtube.com/watch?v=zZCGo9XLdlE
LINKI VIDEO: ENGLISH
OFICJALNA STRONA ELEGOO
https://www.youtube.com/watch?v=rhNMqAj8ruY
INNE KANAŁY
https://www.youtube.com/watch?v=3AWWRP12hGw
https://www.youtube.com/watch?v=xdG7VmV8TJQ
https://www.youtube.com/watch?v=85S8xzQ_aiI
https://www.youtube.com/watch?v=4Qq33YeFCLg
Podstawowe informacje o drukarce Phrozen mini 4K
Sonic Mini 4K oferuje drukowanie w rozdzielczości 4K przy 35 µm i 722 PPI, z dużym obszarem drukowania 6,1 ”, tworząc bardzo szczegółowe modele 3D, które dokładnie pasują do Twojego projektu, niezależnie od rozmiaru modelu. Dzięki technologii Monochrome LCD, Sonic Mini 4K działa przez ponad 2000 godzin, a my udzielamy bezpłatnej 3-miesięcznej gwarancji.
- Phrozen Sonic Mini 4K to pierwsza budżetowa drukarka 3D wyposażona w monochromatyczny wyświetlacz LCD 4K, dostosowany do druku 3D
- Rozdzielczość 35 mikronów w porównaniu do 50 mikronów w porównaniu z innymi budżetowymi drukarkami 3D
- Dwa do trzech razy szybciej w porównaniu z innymi budżetowymi drukarkami 3D
- Monochromatyczne wyświetlacze LCD mają dłuższą oczekiwaną żywotność niż LCD RGB, które można znaleźć w konkurencyjnych drukarkach 3D. (średnia żywotność 2000 godzin)
- Monochromatyczne wyświetlacze LCD są mocniejsze i bardziej odporne na nacisk i ciepło niż wyświetlacze LCD RGB. Oznacza to mniej uszkodzeń, mniej przestojów, niższe koszty wymiany wyświetlaczy LCD i lepszą niezawodność
- Monochromatyczne wyświetlacze LCD są bardziej przejrzyste. Więcej światła UV przechodzi, co skutkuje krótszymi czasami ekspozycji.
- 3 miesiące gwarancji na monochromatyczne monitory LCD 4K
- Moduł Phrozen ParaLED to doskonały projekt dla mono-LCD. Cechuje się wyższą wydajnością i lepszym odprowadzaniem ciepła.
- Phrozen Sonic jest kompatybilny z większością żywic 405nm LCD, DLP, a nawet SLA UV. Dzięki temu maszyna jest wyjątkowo elastyczna i otwiera wiele ciekawszych zastosowań dzięki tej drukarce.
Wysoka prędkość i jakość druku 3D w niesamowitej cenie
4K z 6,1-calowym obszarem drukowania: 3840 x 2160 ultra-high-definition. Drukuje 35 µm z 722 PPI, najwyższym jak dotąd PPI, z dużym obszarem drukowania 6,1 ”
Monochromatyczny ekran LCD: Drukuje do 4 razy szybciej niż tradycyjne drukarki 3D, a wydrukowanie jednej warstwy zajmuje tylko dwie sekundy. 2000 godzin pracy gwarantowanych dla wszystkich ekranów LCD, oferowana bezpłatna 3-miesięczna gwarancja
Bardzo łatwy w użyciu: wystarczy użyć dysku flash USB, aby przesłać dane do drukarki i za pomocą kilku dotknięć możesz zaczynać
Mini, ale potężny: kompaktowy i lekki, łatwy do przechowywania i pasuje do różnych ustawień zarówno do użytku osobistego, jak i zawodowego
Kompatybilność z wieloma żywicami: działa najlepiej z Aqua-Grey 4K firmy Phrozen, również kompatybilną z żywicami innych firm
Link do strony producenta:
https://phrozen3d.com/products/sonic-mini-4k
Parametry:
-
Długość fali światła: 405 nm
- Obszar roboczy: 134x75x130mm
-
z ogólną żywicą - do 80mm/h
-
Rozdzielczość ekranu: monochromatyczny 6,1 ″ HD
-
Interfejsy: USB
-
Oprogramowanie Slicer: CHITUBOX
Urządzenie może współpracować z różnymi SLICERAMI w FABLABIE korzystamy z programu CHITUBOX do przygotowywania plików na drukarkę. Istnieją inne programy np: ANACUBIC SLICER, PRUSA SLICER, LYCHEE SLICER itp. należy sprawdzić czy oprogramowanie posiada PRESET'y (ustawienia fabryczne) pod konkretne drukarki, w tym przypadku ANACUBIC PHOTON MONO M5S.
LINK DO KSIĄŻKI ROBISZ.TO WIKI - CHITUBOX SLICER
(informacje o presetach urządzeń, prawidłowym przygotowaniu plików itp.)
LINKI VIDEO: POLSKI
LINKI VIDEO: ENGLISH
hhttps://www.youtube.com/watch?v=-c1OUa9hlfs
https://www.youtube.com/watch?v=EmPjjuGAqO4
OFICJALNA STRONA ANACUBIC
https://www.youtube.com/watch?v=CQAbD4pKCH0
https://www.youtube.com/watch?v=Xr831v7gBv8
INNE KANAŁY
Podstawowe informacje o drukarce Anycubic photon mono M5S
Anacubic Photon Mono M5S
Anycubic wprowadza drukarkę 3D 12K, Photon Mono M5s, wyposażoną w duży 10,1-calowy monochromatyczny ekran LCD. Ekran ten, o oszałamiającej rozdzielczości 11520 * 5120, pozwala użytkownikom drukować bardzo szczegółowe modele z niesamowitą precyzją do 19 μm. Dzięki współczynnikowi kontrastu 480:1, Photon Mono M5s pozwala uchwycić każdy najmniejszy szczegół, ożywiając drukowane modele. Jest to idealny wybór dla perfekcjonistów zorientowanych na szczegóły, zwłaszcza do tworzenia modeli wykwintnych miniatur, biżuterii, architektury itp.
Photon Mono M5s to pierwsze urządzenie w branży druku żywicznego klasy konsumenckiej, wyposażone w mechaniczne czujniki, które automatycznie dostosowują dopasowanie między platformą a modułem poziomującym. To niewymagające poziomowania rozwiązanie nie tylko oszczędza użytkownikom kłopotów związanych z ręczną regulacją, ale także znacznie zwiększa wskaźnik powodzenia wydruków.
Anycubic wprowadza system drukowania, który trzykrotnie zwiększa wydajność do niezwykłej średniej prędkości drukowania 105 mm / h. Aby jeszcze bardziej zwiększyć prędkość drukowania Photon Mono M5s, Anycubic wprowadza również żywicę High Speed Resin i niestandardową folię antyadhezyjną 3. generacji. W połączeniu ze zaktualizowanym oprogramowaniem Anycubic Photon Workshop 3.1, ta kombinacja może skrócić czas drukowania nawet o 74%.
Drukarka 3D Photon Mono M5s jest wyposażona w inteligentny system monitorowania zapewniający udane wydruki. Obejmuje on trzy praktyczne moduły: kontrolę sprzętu, wykrywanie żywicy i monitorowanie drukowania. Przed drukowaniem Photon Mono M5s przeprowadza kontrolę sprzętu, aby upewnić się, że wszystkie komponenty są prawidłowo podłączone i działają płynnie. Sprawdza również, czy jest wystarczająca ilość żywicy dla wybranych modeli, aby zapobiec wyczerpaniu żywicy w połowie drukowania. Ponadto monitoruje cały proces drukowania w czasie rzeczywistym, ostrzegając użytkowników za pośrednictwem aplikacji Anycubic w przypadku jakichkolwiek incydentów, takich jak oderwanie się wydruków od platformy.
Link do strony producenta:
https://anycubicofficial.pl/collections/anycubic-drukarka-3d/products/anycubic-photon-mono-m5s
Parametry:
-
Długość fali światła: 405 nm
- Obszar roboczy: 200x218x123mm (SxWxG)
-
Prędkość druku: z żywicą wysokoszybką - 105mm/h
z ogólną żywicą - 70mm/h -
Rozdzielczość ekranu: 10.1" monochromatyczny 12K rozdzielczość (11,520 x 5,120px)
-
Interfejsy: USB
-
Oprogramowanie Slicer: CHITUBOX
Urządzenie może współpracować z różnymi SLICERAMI w FABLABIE korzystamy z programu CHITUBOX do przygotowywania plików na drukarkę. Istnieją inne programy np: ANACUBIC SLICER, PRUSA SLICER, LYCHEE SLICER itp. należy sprawdzić czy oprogramowanie posiada PRESET'y (ustawienia fabryczne) pod konkretne drukarki, w tym przypadku ANACUBIC PHOTON MONO M5S.
LINK DO KSIĄŻKI ROBISZ.TO WIKI - CHITUBOX SLICER
(informacje o presetach urządzeń, prawidłowym przygotowaniu plików itp.)
LINKI VIDEO: POLSKI
LINKI VIDEO: ENGLISH
https://www.youtube.com/watch?v=cVsYvV_vs0A
https://www.youtube.com/watch?v=D_lX8HEgBeA
https://www.youtube.com/watch?v=Szr-_9ASplo
OFICJALNA STRONA ANACUBIC
https://www.youtube.com/watch?v=47cNSC_jBkw
INNE KANAŁY
Podstawowe informacje o drukarce Phrozen Soinic Mega 8K
Sonic Mega 8K: Nowoczesna Drukarka 3D UV Zmieniająca Standardy Drukowania na Rynku
Sonic Mega 8K to największa i najnowsza drukarka 3D UV od firmy Phrozen. Przewyższa wszystkie inne drukarki 3D na rynku, drukując szczegóły do 43 µm, tworząc modele 3D, które są prawie dwa razy bardziej szczegółowe niż inne wielkoformatowe drukarki 3D UV. 15-calowy ekran mono-LCD to największy na rynku obszar drukowania mono-LCD. Dla porównania, największy obszar drukowania wynosił wcześniej tylko 13,3''. Dzięki osi Z o wysokości 40 cm, Sonic Mega 8K ma największy obszar roboczy, umożliwiając drukowanie znacznie większych modeli za jednym razem. Konstrukcja z podwójną szyną liniową i śrubą kulową, aby uzyskać wyjątkowo stabilną oś Z, dzięki czemu można drukować duże i ciężkie przedmioty bez chwiania i drgania osi Z. Phrozen Sonic Mega 8K jest w całości wykonany z metalu. Wzmacnia to całą konstrukcję, czyniąc ją mocniejszą i bardziej trwałą przy długotrwałym użytkowaniu.
Link do strony producenta:
https://phrozen3d.com/products/sonic-mega-8k
Parametry:
-
Długość fali światła: 405 nm
- Obszar roboczy: 330x185x400mm (SZxGxW)
-
Prędkość druku: 70mm/h?
-
Rozdzielczość ekranu: 15″ monochromatyczny 8K rozdzielczość
-
Interfejsy: USB / Ethernet
-
Oprogramowanie Slicer: CHITUBOX
Urządzenie może współpracować z różnymi SLICERAMI w FABLABIE korzystamy z programu CHITUBOX do przygotowywania plików na drukarkę. Istnieją inne programy np: ANACUBIC SLICER, PRUSA SLICER, LYCHEE SLICER itp. należy sprawdzić czy oprogramowanie posiada PRESET'y (ustawienia fabryczne) pod konkretne drukarki, w tym przypadku ANACUBIC PHOTON MONO M5S.
LINK DO KSIĄŻKI ROBISZ.TO WIKI - CHITUBOX SLICER
(informacje o presetach urządzeń, prawidłowym przygotowaniu plików itp.)
LINKI VIDEO: POLSKI
LINKI VIDEO: ENGLISH
https://www.youtube.com/watch?v=90EM3OhUU9Q
https://www.youtube.com/watch?v=_HaSNoTEAg8
https://www.youtube.com/watch?v=OmADfM6kVag
OFICJALNY KANAŁ YOUTUBE PHROZEN:
https://www.youtube.com/watch?v=d4Ugp-rpgm8
https://www.youtube.com/watch?v=RTRyLaB7bxw
INNE KANAŁY