Jak przygotować plik do druku w chitubox
Hej, dziś nauczymy się jak przygotowywać modele pod druk 3D w technologii SLA
Aby zacząć drukować przyda nam się zrozumienie kilku aspektów jakie towarzyszą procesowi drukowania w tej technologii
Zacznijmy od jednego z problemów który pojawia się podczas druku którym jest pozostawianie na wydruku ostrych krawędzi, powstawanie ich jest związane z rozdzielczością wyświetlacza, pixele które tworzą wyświetlacz mają kształt kwadratu przez co mogą pojawić się pewne niedoskonałości które nie występują w przypadku używania wiązki lasera do naświetlania żywicy, aby rozwiązać ten problem możemy zastosować antialiasing, jest to opcja która pozwala nam na włączenie dodatkowych pixeli jednak nie z pełną mocą dzięki temu unikniemy ostrych krawędzi wynikających z budowy ekranu.

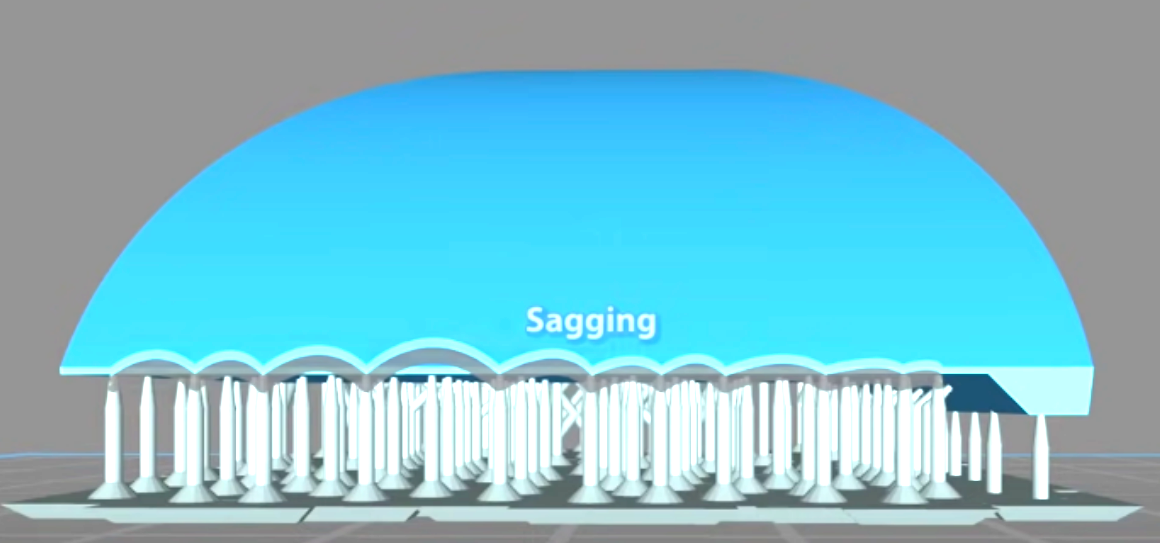
Następnym problemem który może się pojawić jest sagging – podczas druku cienkie warstwy (0.05mm) nie są wystarczająco sztywne aby utrzymać płaską powierzchnię i zaczynają tworzyć kształt podobny do parasolek do momentu stworzenia warstwy umożliwiającej prawidłowy druk. Aby uniknąć tego problemu wystarczy obrócić model pod kątem, w ten sposób warstwy które są tworzone będą wspierać siebie nawzajem
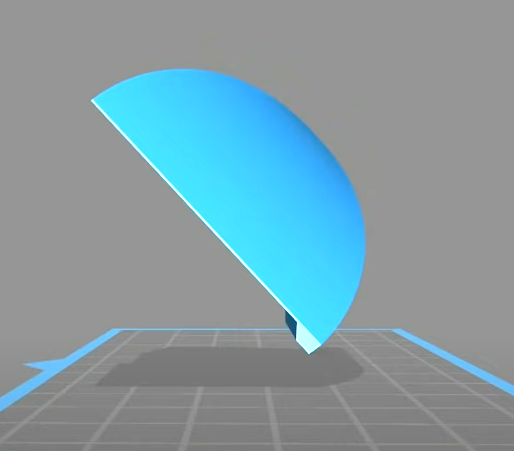
Ustawienie pod kątem rozwiązuje nam jeszcze jeden problem, który jest największym problemem jest to adhezja czyli wiązanie pomiędzy utwardzoną żywicą a stołem oraz żywicą i folią fep, zależy nam aby adhezja między stołem i żywicą była jak największa natomiast między żywicą a folią jak najmniejsza, ustawienie pod kątem modelu tak aby pierwsze warstwy były możliwie jak najmniejsze jest jednym z rozwiązań tego problemu jednak nie jedynym, wyobraźmy sobie próbę wydrukowania kuli – nie mamy możliwości ustawienia jej pod kątem bo zawsze będzie tak samo ustawiona, początkowe warstwy są faktycznie małe jednak w połowie wydruku mamy bardzo dużą powierzchnię która może mieć problem z oderwaniem się od foli, aby łatwiej było ją oderwać trzeba zmniejszyć powierzchnię, jak to zrobić? Najprostszym sposobem jest wydrążenie naszego wydruku, w ten sposób faktycznie zmniejszamy powierzchnię druku, jednak takie rozwiązanie generuje nam dodatkowy problem – podczas druku stworzymy wewnątrz kuli próżnię która będzie przysysać model do foli i tu na ratunek przychodzi kolejna prosta opcja – musimy wykonać otwory w modelu tak aby powietrze mogło spokojnie przepływać przez nasz obiekt. Jednym ze sposobów jest wykonywanie trzech otworów – 2 na górze modelu i jeden na dole ( uwaga drukujemy do góry nogami więc góra jest przy stole). Dzięki zastosowaniu tych opcji nasz wydruk powinien zawsze wychodzić.

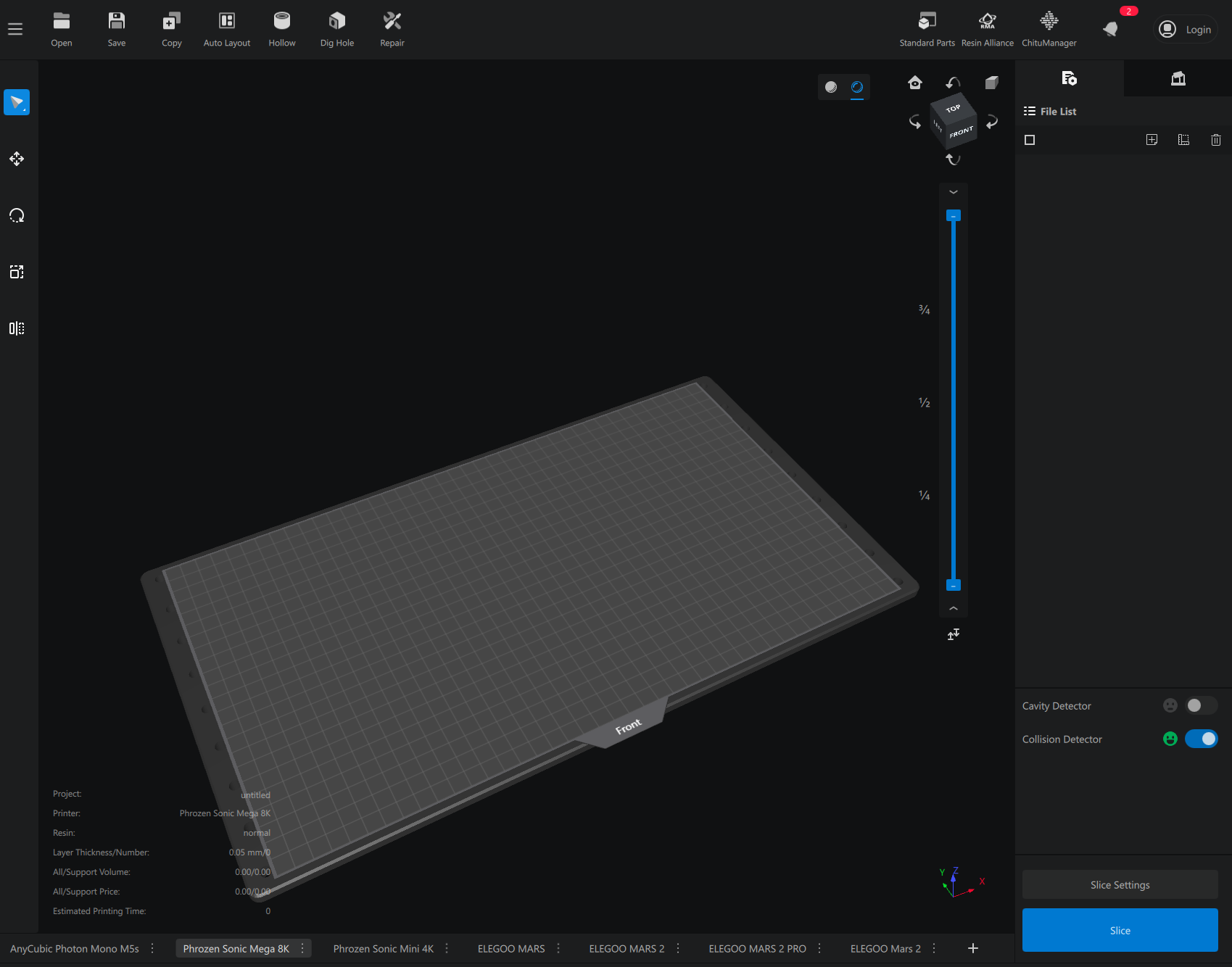
Pierwszą rzeczą jakiej będziemy potrzebować jest Slicer – niektórzy producenci wraz z drukarką dodają nam ich własny program jednak my skorzystamy z bardziej uniwersalnego którym jest chitubox.
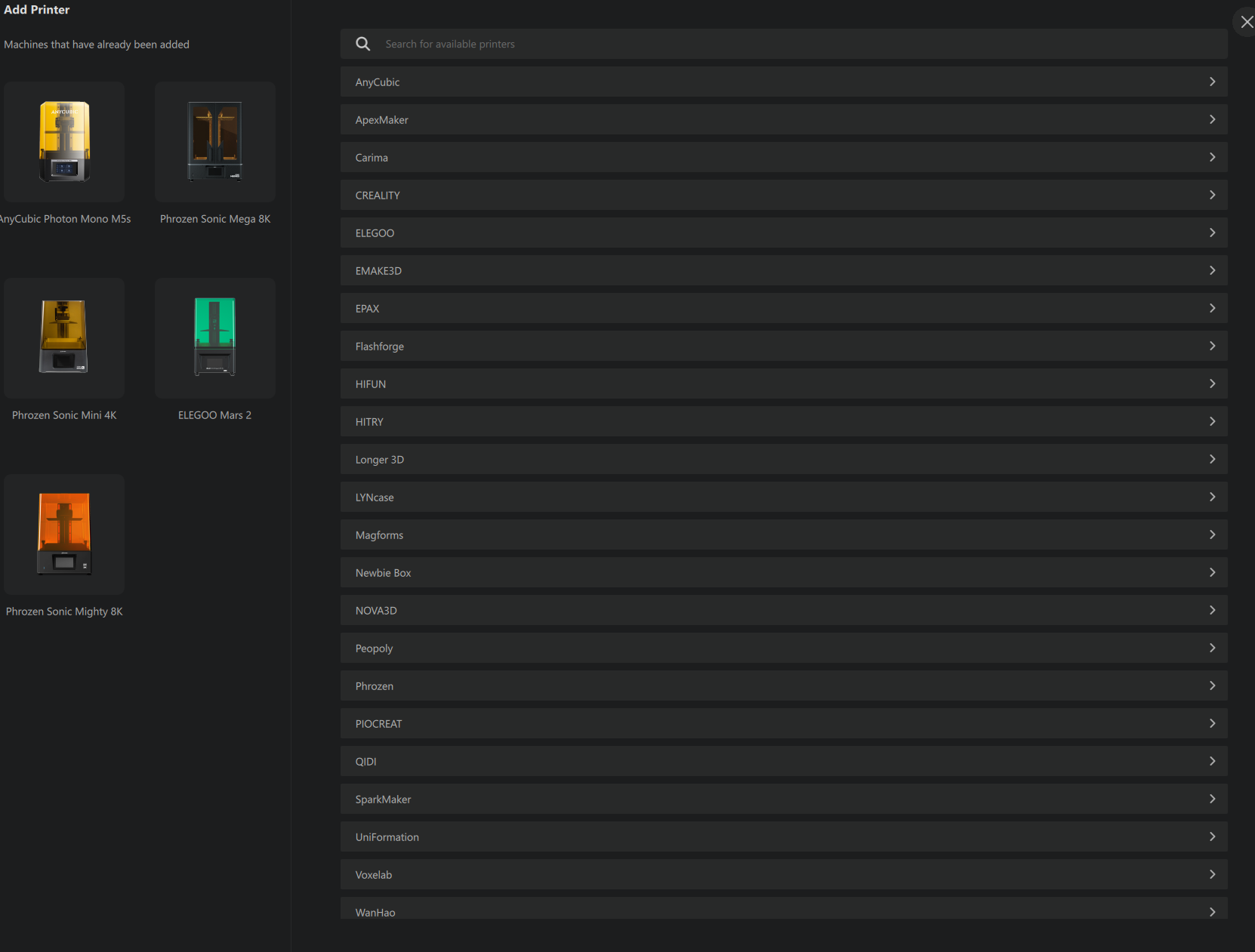
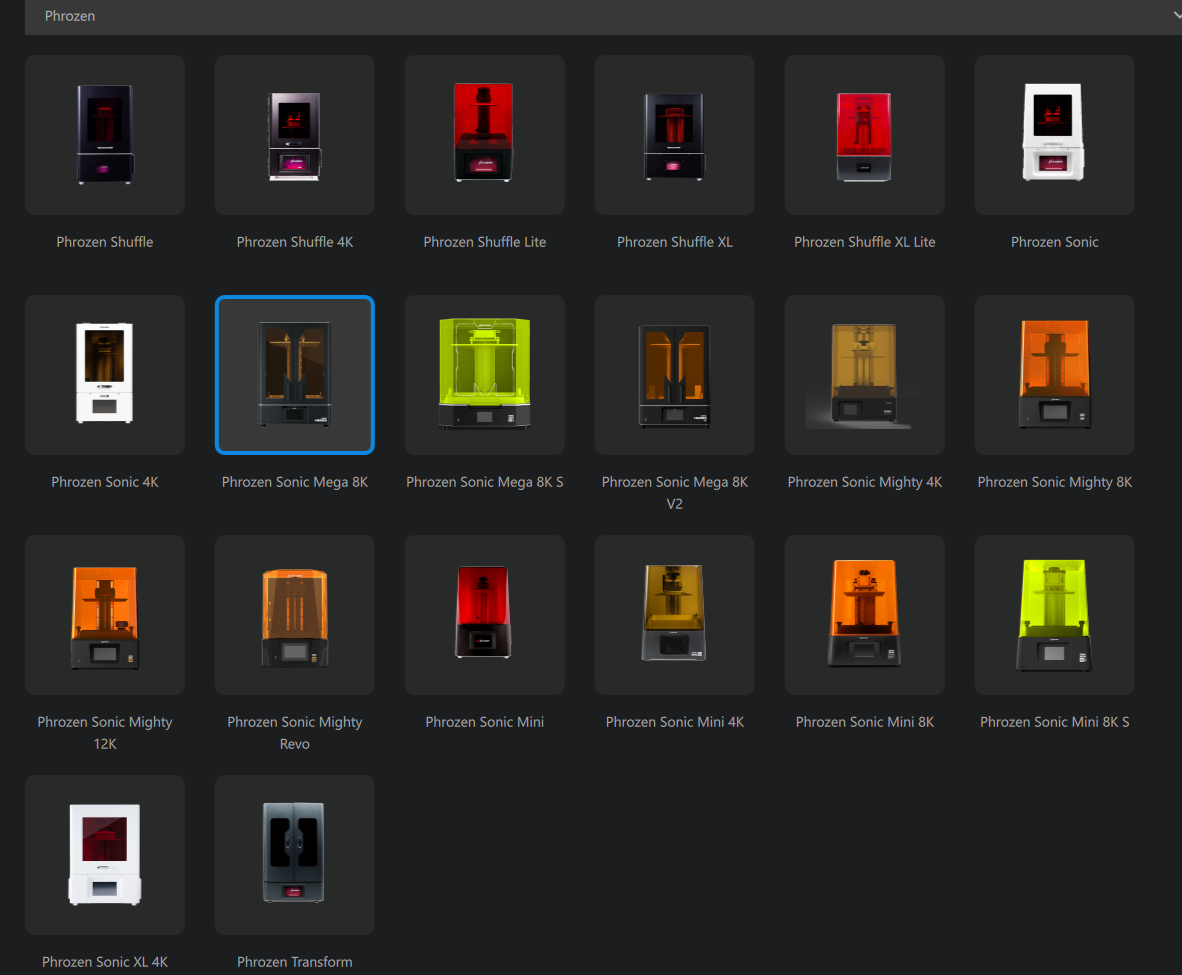
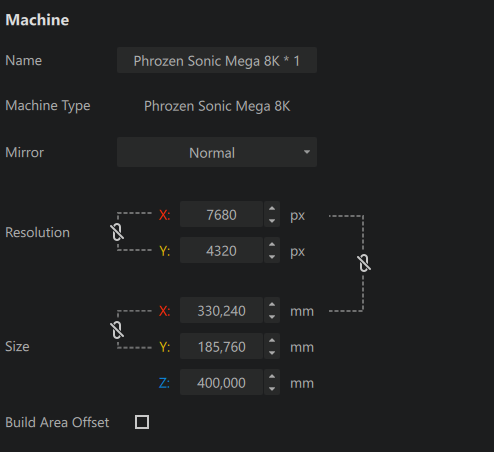
Przy pierwszym uruchomieniu program poprosi nas o wybranie naszej drukarki, tu sprawa jest prosta, najpierw wybieramy producenta a później model drukarki – w moim przypadku będzie to Phrozen mega 8k. Gdy mamy już wybraną drukarkę kolejnym etapem jest ustawienie parametrów druku – w zakładce machine możemy zmienić nazwę czy wymiary naszego stołu roboczego, jednak na począ2tku nie zalecam tego robić
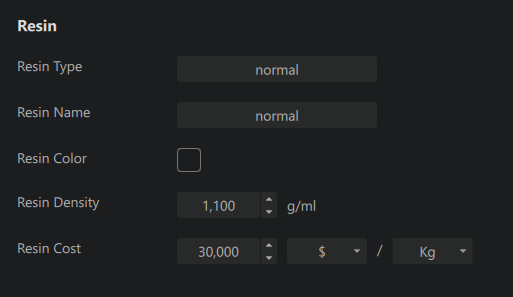
Kolejna zakładka resin pozwala nam na określenie typu żywicy jej gęstości i ceny co może przydać się np. przy wycenie wydruków aby wiedzieć ile żywicy zużyjemy i za jaką cenę.
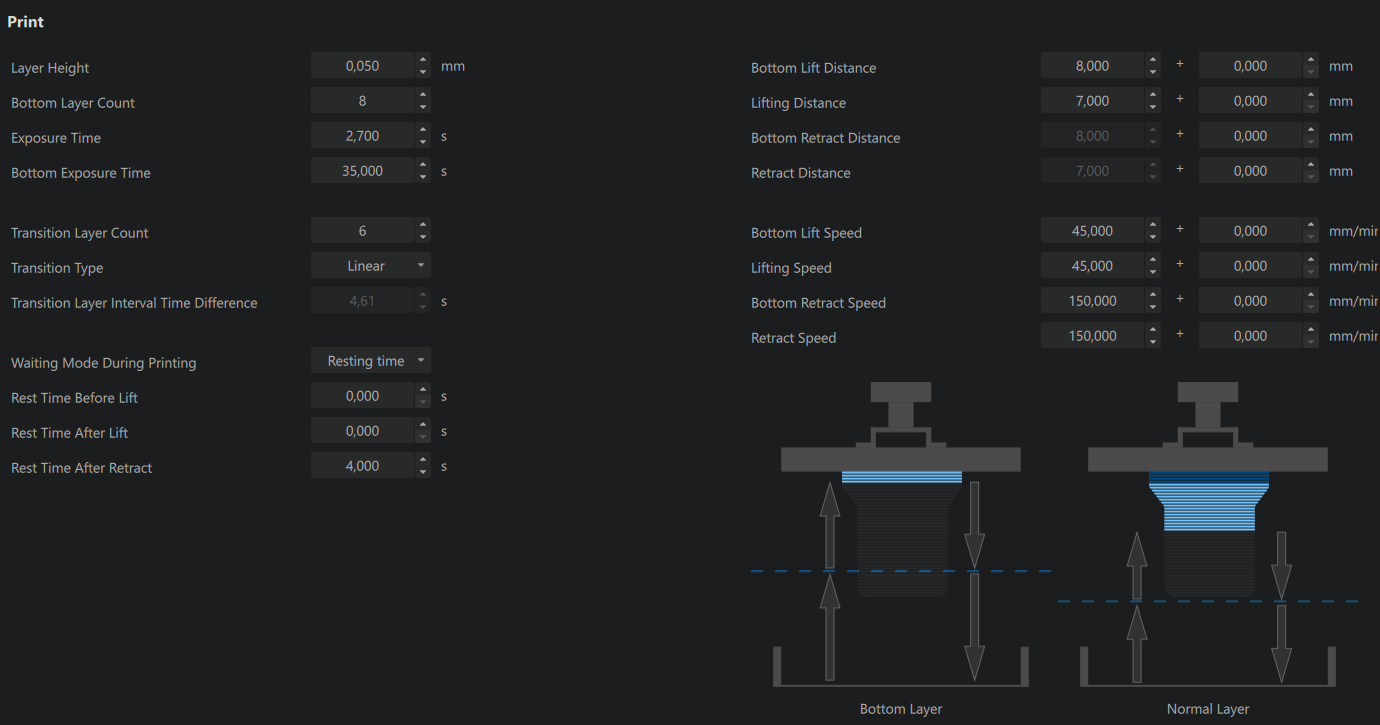
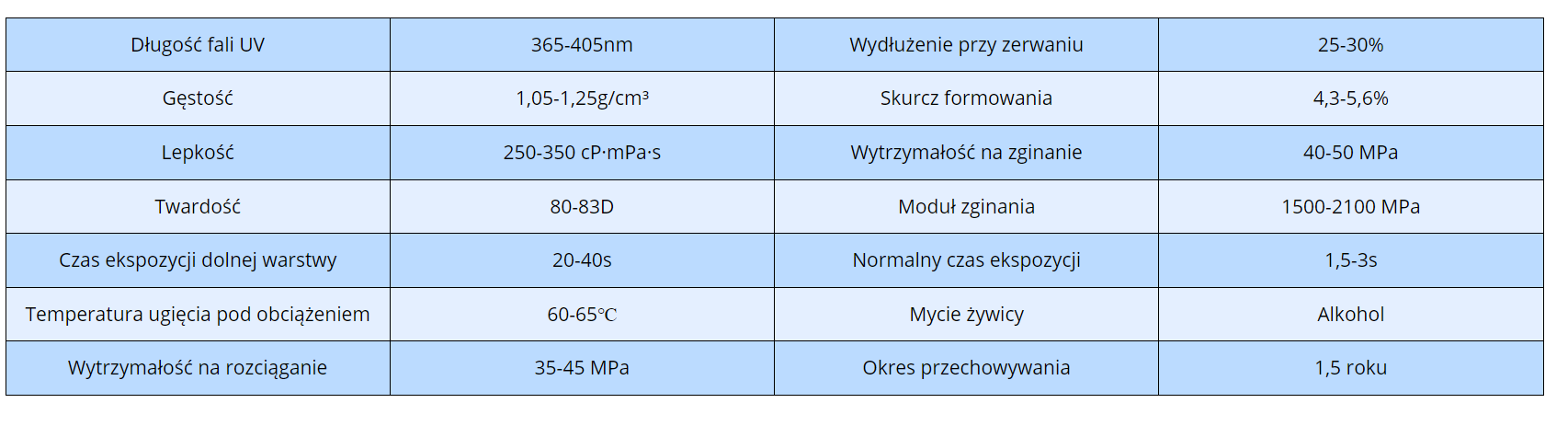
Najważniejszą zakładką jest zakładka print – to tutaj będziemy ustawiać parametry druku dla żywicy. Możemy zastosować gotowe ustawienia dla odpowiedniej żywicy wybierając ją z zakładki po lewej stronie, my jednak skupimy się na ich ręcznej zmianie. W pierwszej kolejności musimy znaleźć parametry dla naszej żywicy, możemy to zrobić odczytując je z opakowania żywicy lub na stronie producenta ja posłużę się żywicą z firmy anycubic, jak widzimy mamy dwa czasy naświetlania, dla dolnych warstw oraz dla pozostałych testowanie polecam zacząć od środkowych wartości ale więcej o testowaniu w osobnym filmie możemy tu również ustawić wysokość warstwy chodź przeważnie i tak zostawimy 0,05 mm
Nowa wersja oprogramowania pozwala nam również na ustawienie warstw przejściowych, sa to warstwy które będą utwardzane krócej niż pierwsze jednak dłużej niż reszta w celu zminimalizowania możliwości oderwania się wydruku od stołu lub od wydrukowanych już warstw
Ważnym parametrem jest również wysokość podnoszenia, określa nam ona o ile stół podniesie się po utwardzeniu warstwy, przy bardzo zużytych foliach fep możemy zwiększyć ten parametr aby wydruk odkleił się od stołu ale uwaga - nie możemy robić tego w nieskończoność i będziemy musieli wymienić folię
Reszta parametrów jest z automatu ustawiona poprawnie i na razie nie będziemy ich modyfikować
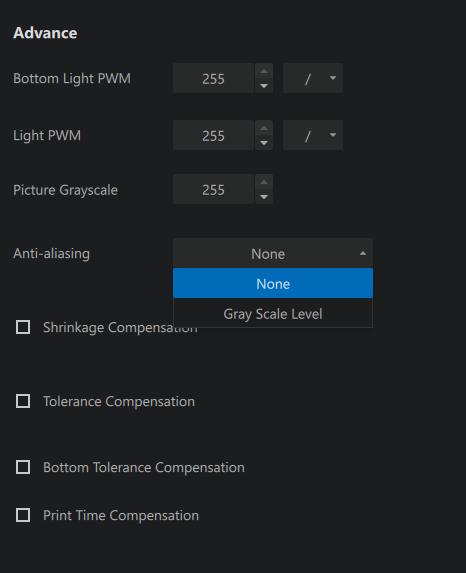
W zakładce advance możemy włączyć antyaliasing, pozwoli nam on na ,, wygładzenie,, wydruku tak aby nie było widać ostrych krawędzi powstałych przez piksele ekranu
Po kliknięciu aplly pojawia nam się stół naszej drukarki, jednak to nie jedyna opcja gdzie możemy dodać drukarkę lub zmienić jej parametry. W celu dodania kolejnej drukarki na dole obok już dodanych drukarek klikamy plusa i powtarzamy proces który robiliśmy przed chwilą. Aby zmienić parametry w lewym dolnym rogu klikamy przycisk slice settings, tu możemy ustawić te same parametry które ustawialiśmy przy dodawaniu drukarki

Aby zmienić drukarkę wybieramy j a po prostu z listy na dole, co ciekawe możemy to też zrobić z gotowym modelem bez utraty jego ustawień czy podpór

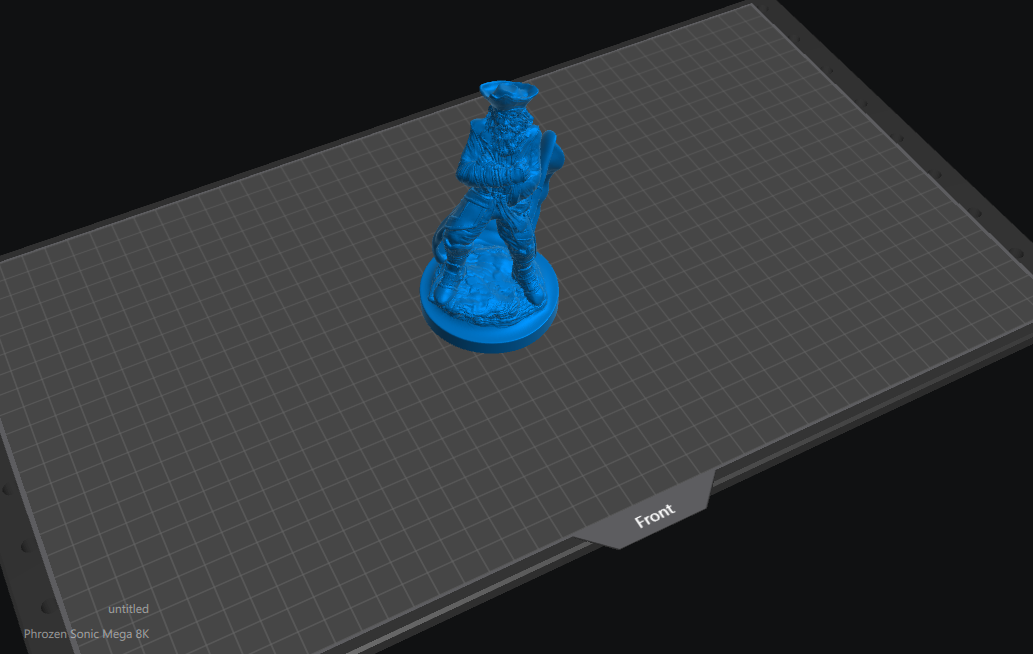
Aby wgrać model mamy dwie opcję pierwsza- przeciągamy plik z folderu na stół roboczy, druga- wybieramy opcję open a następnie wybieramy nasz plik
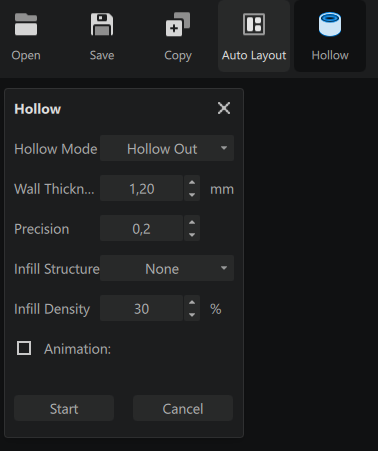
Zanim zaczniemy ustawiać nasz model musimy go wydrążyć, w tym celu wybieramy opcję hollow
Ustawiamy grubość ścianki – przeważnie ok 1,5-2 mm, w uzasadnionych przypadkach możemy włączyć infill stucture, w środku modelu pojawi nam się wtedy wypełnienie które wzmocni nasz model, opcję animacji możemy wyłączyć tak aby oszczędzić czas i moc obliczeniową komputera. Uwaga, jeżeli chcemy zmienić np. grubość ścianki musimy cofnąć naszą operację, inaczej nie zadziała.
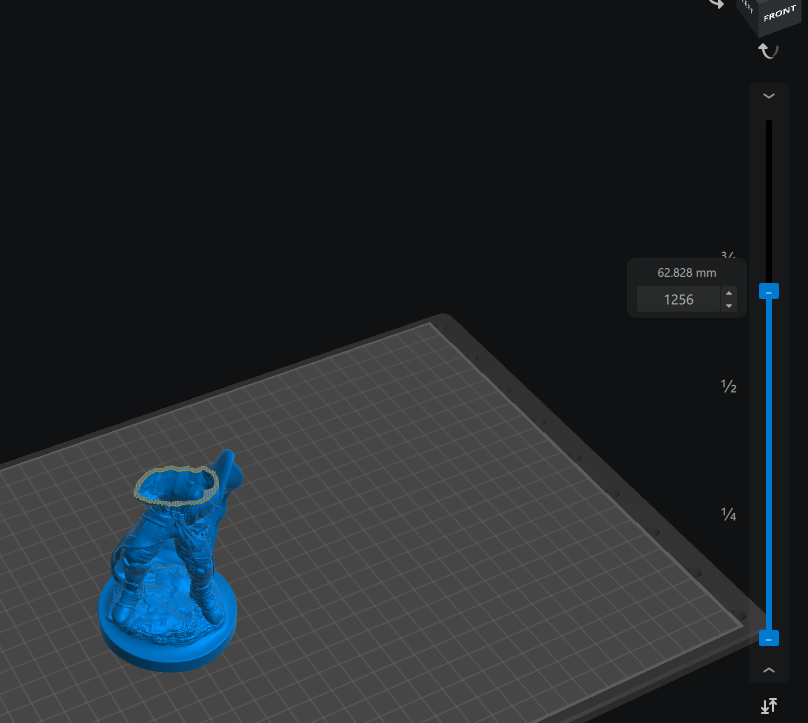
Gdy wszystko mamy już ustawione klikamy start i czekamy aż model zostanie wydrążony – aby sprawdzić czy faktycznie operacja została wykonana przesuwamy suwak po prawej stronie w dół, dzięki temu będziemy mogli zaobserwować nasz model od wewnątrz.
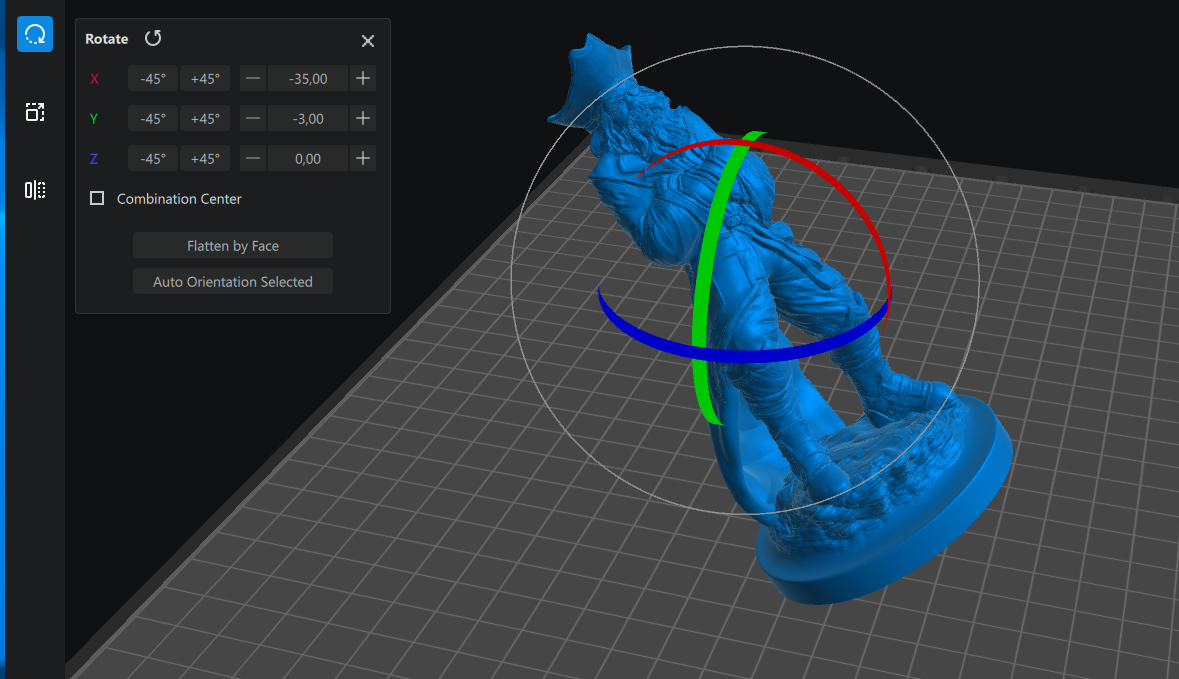
Gdy mamy już wydrążony model następnym etapem jest ustawienie modelu pod kątem, do tego służy opcja rotate po lewej stronie. Ustawienie modelu jest jednym z najważniejszych momentów przy przygotowaniu naszych wydruków, po pierwsze chcemy aby nasz obiekt miał jak najmniejszą pierwszą warstwę, po drugie staramy się ustawić model w taki sposób aby wszystkie elementy wychodzące z modelu były skierowane ku górze ( nie zawsze jest to możliwe więc nie przejmujemy się tym aż tak mocno), po trzecie model możemy drukować prawie na pionowo lub prawie leżąco, pierwsza opcja wydłuży nam czas druku ale pozwoli na uzyskanie lepszej jakości widocznych elementów, druga skróci czas druku ale jakość będzie gorsza, to jaką wersję ustawienia wybierzemy zależy tylko od nas. Ostatnim aspektem jest obrócenie pod kątem, warto zrobić to w dwóch osiach dzięki czemu nasz model będzie mieć małe pierwsze warstwy druku i pozwoli nam to na zastosowanie mniejszej ilości podpór.
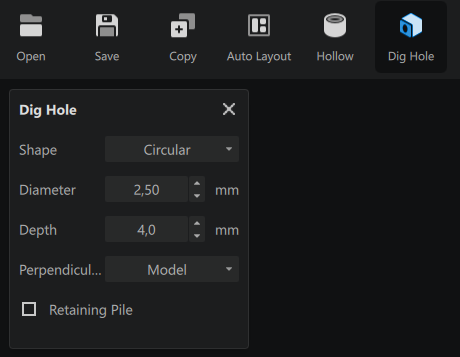
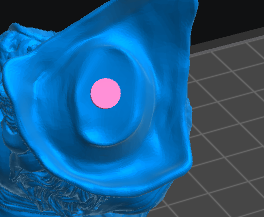
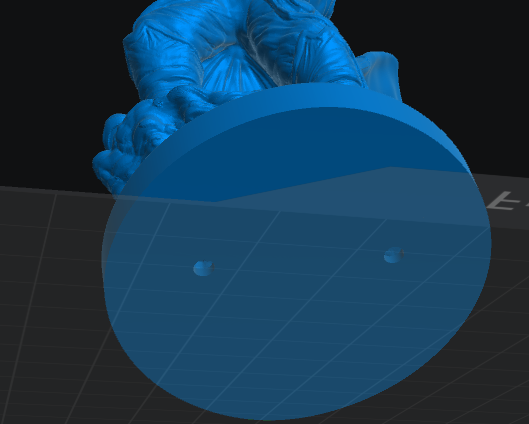
Gdy mamy już ustawiony nasz model możemy wyciąć dziury – w tym celu na górnym pasku wybieramy opcję dig hole tu możemy zmienić kształt naszego otworu, średnicę ( należy uważać przy zmniejszaniu średnicy poniżej 2 mm ponieważ może się nie wydrukować) oraz głębokość, tu polecam ustawienie 2x grubość ścianki. Możemy również wybrać czy otwory mają być prostopadłe do modelu czy do stołu ( z reguły wybieramy tą pierwszą opcję) Ostatnia opcja czyli Retaning Pile będzie tworzyła nam dodatkowe obiekty którymi możemy zakryć otwory potrzebne do druku, osobiście wolę ją wyłączyć ponieważ generuje nam dodatkowe obiekty które musimy ustawić, po drugie otwory możemy zaślepić żywicą której użyliśmy do druku co często będzie szybsze i lepsze. W tym momencie wystarczy najechać na model kursorem a następnie kliknąć lewy przycisk myszy w miejscu gdzie chcemy wykopać otwór.
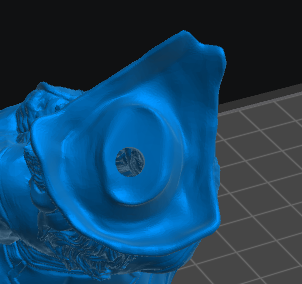
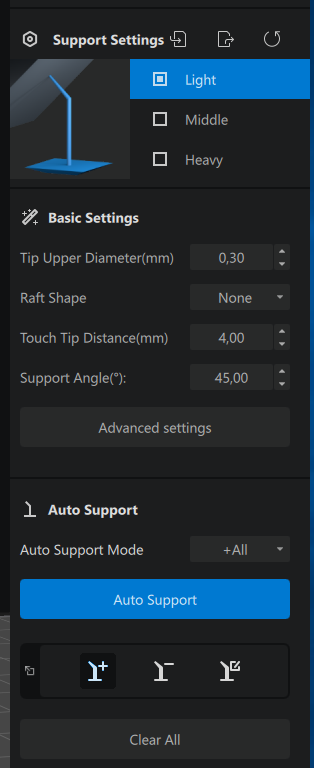
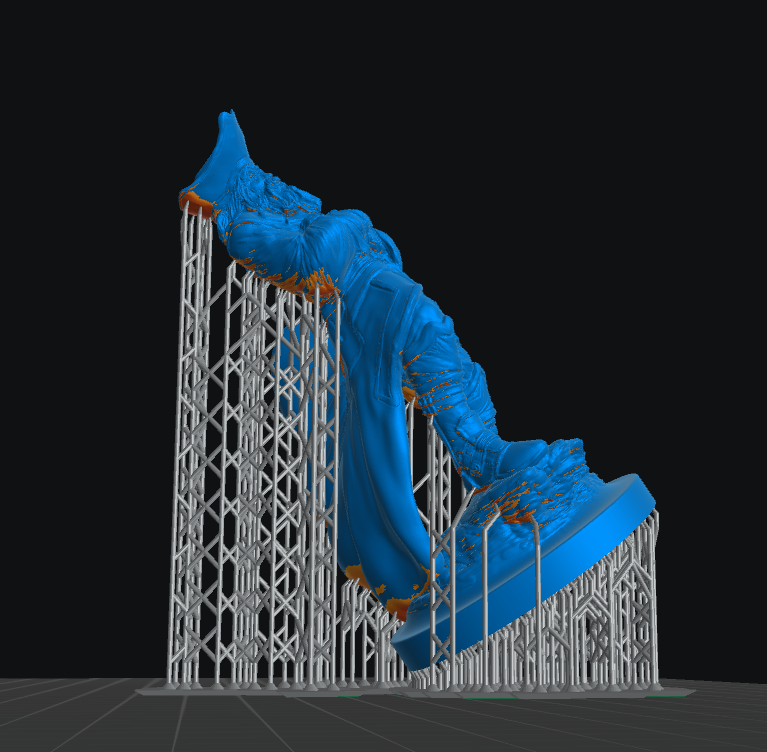
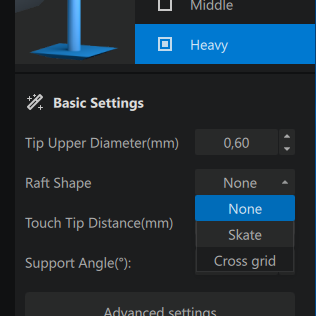
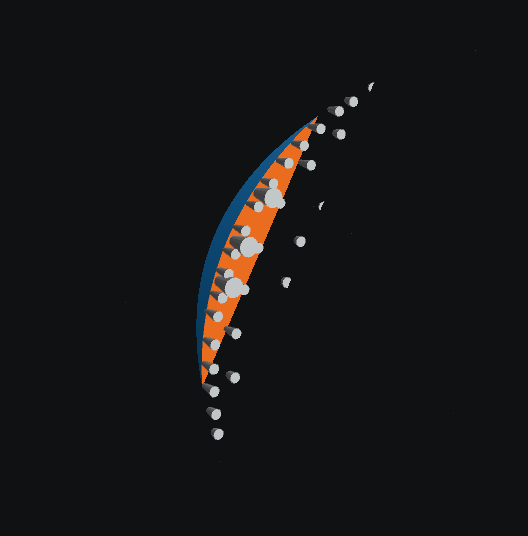
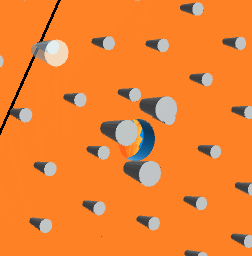
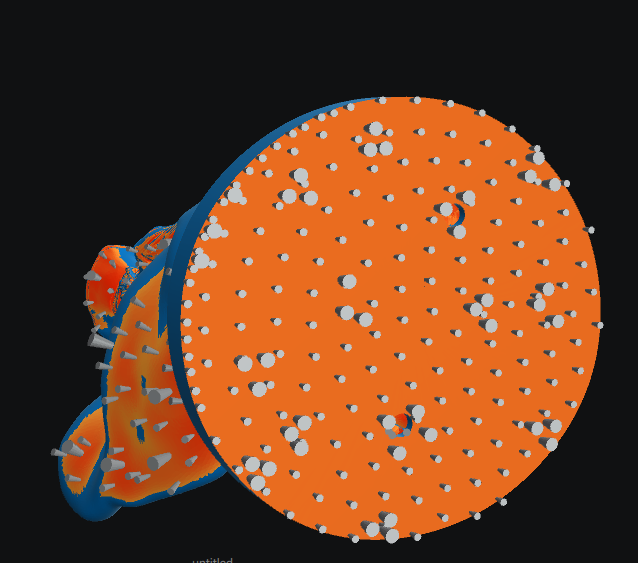
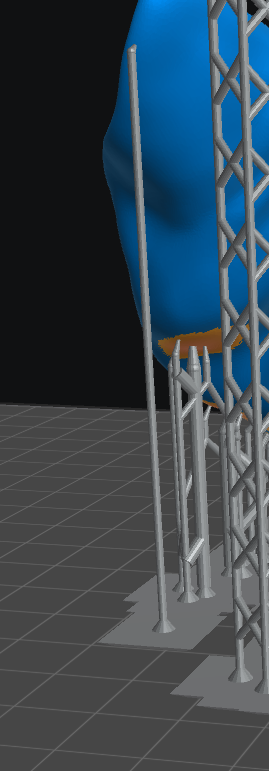
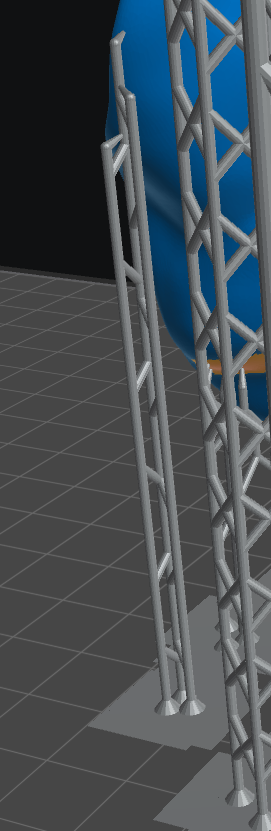
Gdy mamy już otwory przechodzimy do dodawania podpór w tym celu w pierwszej kolejności wybieramy drugą zakładkę w prawym górnym rogu, możemy zobaczyć że nasz model podniósł się do góry jest to porządany efekt ponieważ jak zaraz zobaczymy przy stole tworzy się pewnego rodzaju dodatkowa warstwę i nie chcemy aby nasz model był w niej zatopiony, warto ustawić tą wartość na około3-3,5 mm, następnie wybieramy podpory Light i klikamy niebieski przycisk auto suport. Teraz program sam dodał nam podpory, ale to nie koniec naszej pracy z podporami. Gdy już mamy dodane automatycznie podpory light wybieramy opcję Heavy, możemy zauważyć że wyspa wokół podpór zmieniła się, aby wrócić do jej poprzedniego ustawienia w zakładce raft shape wybieramy none, teraz czas na dodawanie ciężkich podpór, tu opiszę jeden z przykładów jak możemy to robić, po pierwsze w dolnej części zakładki wybieramy ikonę popdpory z plusem, następnie obracamy się od dołu tak aby widzieć tylko końcówki podpór, teraz zjeżdżamy suwakiem po prawej stronie do samego dołu a następnie podjeżdżając do góry szukamy miejsc gdzie wydruk zaczyna się drukować ( jak na zdjęciu poniżej). W takich miejscach konieczne jest dodanie ciężkich podpór. Gdy cały model będzie mieć już dodane podpory kolejnymi miejscami gdzie musimy dodać podpory Heavy są otwory na górze modelu ( te bliżej stołu) tu możemy dodać je w kształcie trójkąta wokół otworu. Przy dużych podstawach warto wesprzeć ją w kilku miejscach podobnie jak przy otworach, dzięki temu unikniemy sytuacji gdzie model odklei się podstawą i zostanie obrócony lub całkowicie się oderwie. Ostatnim elementem jest ,,dodawanie podpór dla podpór,, w tym kroku musimy wesprzeć pojedyncze długie podpory które podczas druku mogą ulec zerwaniu i uszkodzić model a nawet drukarkę.



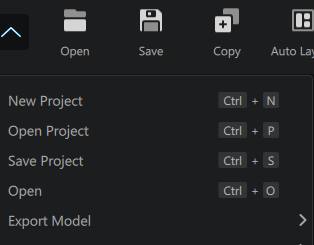
Gdy wszystkie podpory są już dodane wracamy do poprzedniej zakładki, teraz watro jest zapisać plik roboczy, w tym celu rozwijamy zakładkę po lewej stronie a następnie wybieramy opcję save project i zapisujemy z rozszerzeniem .chitubox. Ostatnim elementem jest pocięcie naszego modelu, do tego służy przycisk slice po prawej stronie, na koniec klikamy przycisk save, zapisujemy nasz plik na pendriva i jesteśmy gotowi do druku… a przynajmniej nasz model.