Z-suite
Slicer czyli jak przygotować model do wydruku?
Drukarki 3D to maszyny sterowane numerycznie (CNC, ang. *computer numerical control*), co oznacza, że do wykonania zadania wymagają poleceń zapisanych w odpowiednim dla nich języku programowania. Jednym z najczęściej stosowanych jest G-code, czyli plik tekstowy zawierający instrukcje dotyczące kolejnych położeń, do których maszyna powinna się przemieścić, wraz z dodatkowymi informacjami dotyczącymi pracy urządzenia. Drukarki 3D korzystają z modeli trójwymiarowych zapisanych w formacie STL. Jednak sam plik STL nie jest bezpośrednio zrozumiały dla drukarki, dlatego konieczne jest użycie oprogramowania typu slicer, które przekształca model na język zrozumiały dla maszyny. Na rynku dostępne są zarówno slicery oferowane przez producentów drukarek, jak i uniwersalne programy, takie jak Cura czy Orca.
Zortrax i z-suit
Firma zortrax posiada swój własny slicer czyli z-suite. Jest to jedyny slicer który pozwala na stworzenie kodu dla drukarek zortrax (jest również możliwa opcja stworzenia kodu z innego slicera co jest opisane w innym artykule ,,link wkrótce ,,).
Przejdźmy przez etap przygotowania pliku krok po kroku:
- Po włączeniu slicera pierwszą rzeczą jaką możemy zauważyć jest strona do logowania, nie musimy tego robić wystarczy poniżej wybrać opcję ,,start now,,

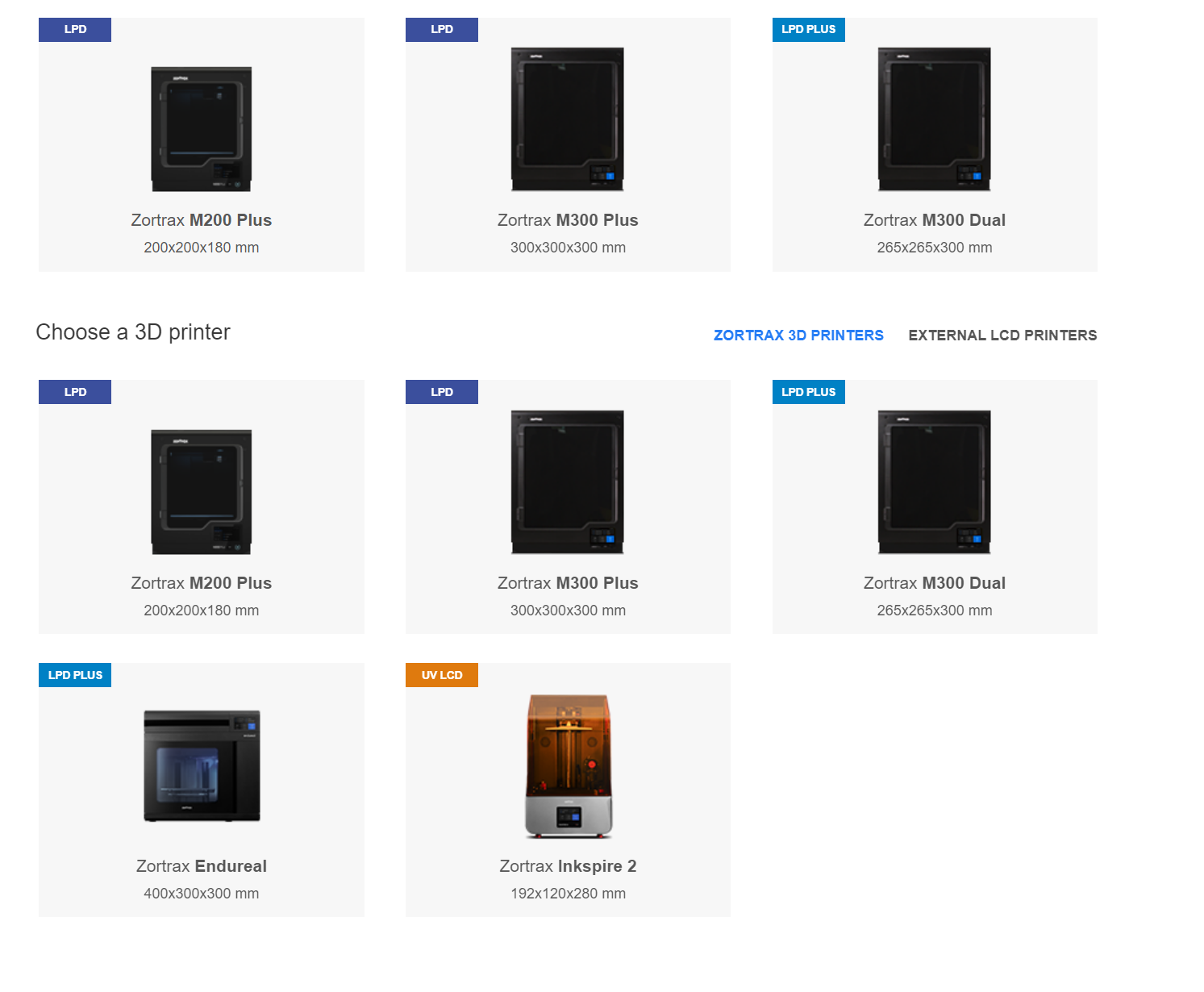
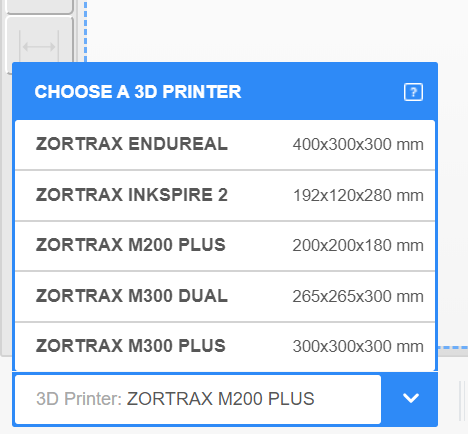
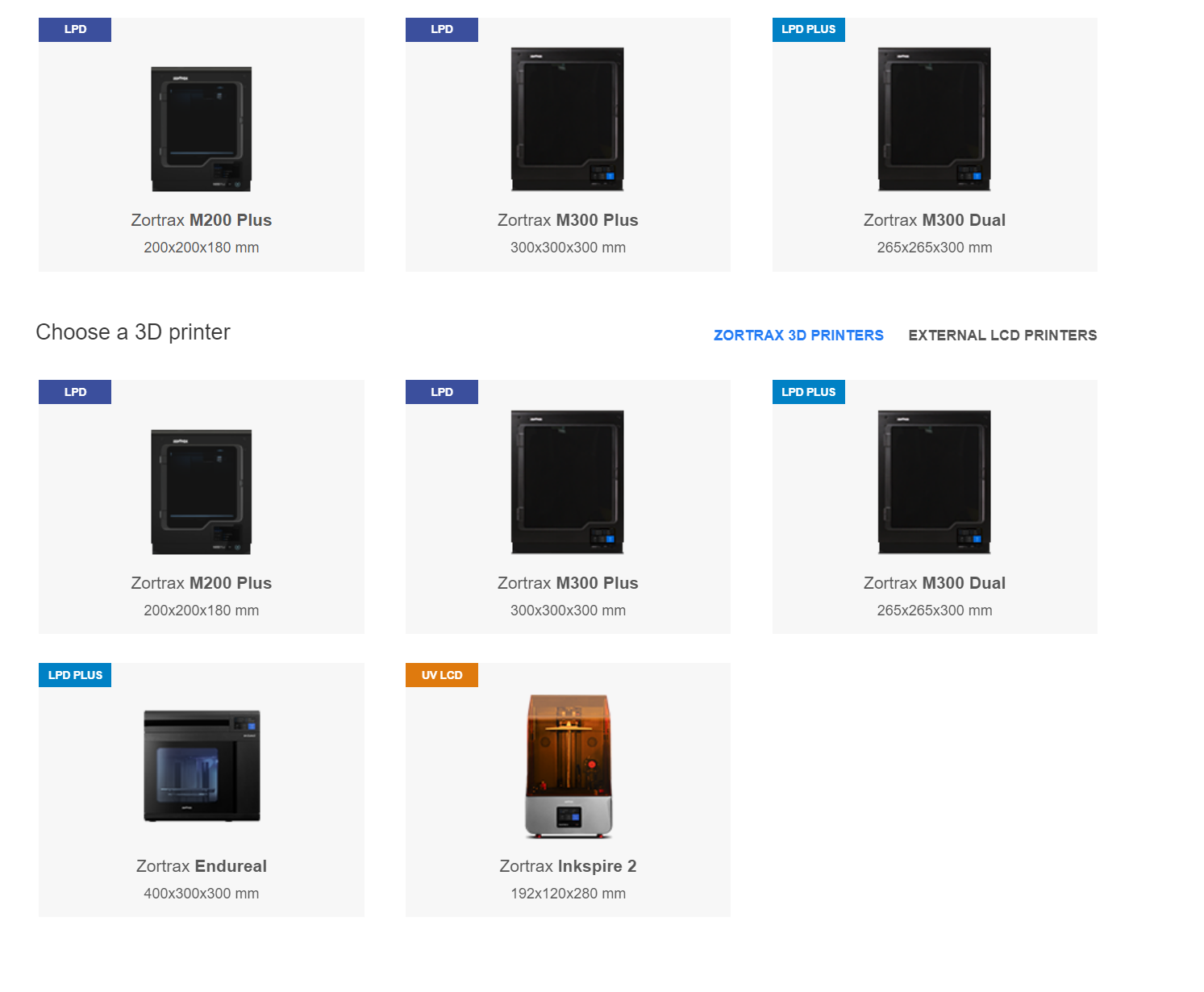
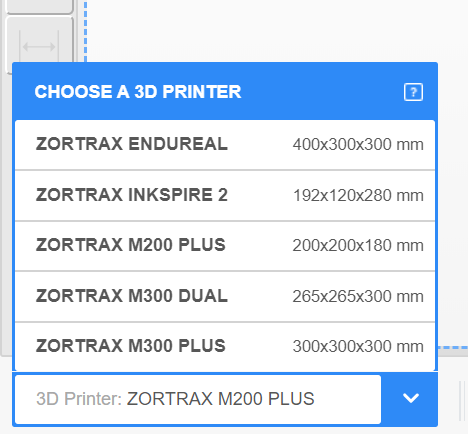
- W kolejnym oknie musimy wybrać drukarkę na której będziemy pracować
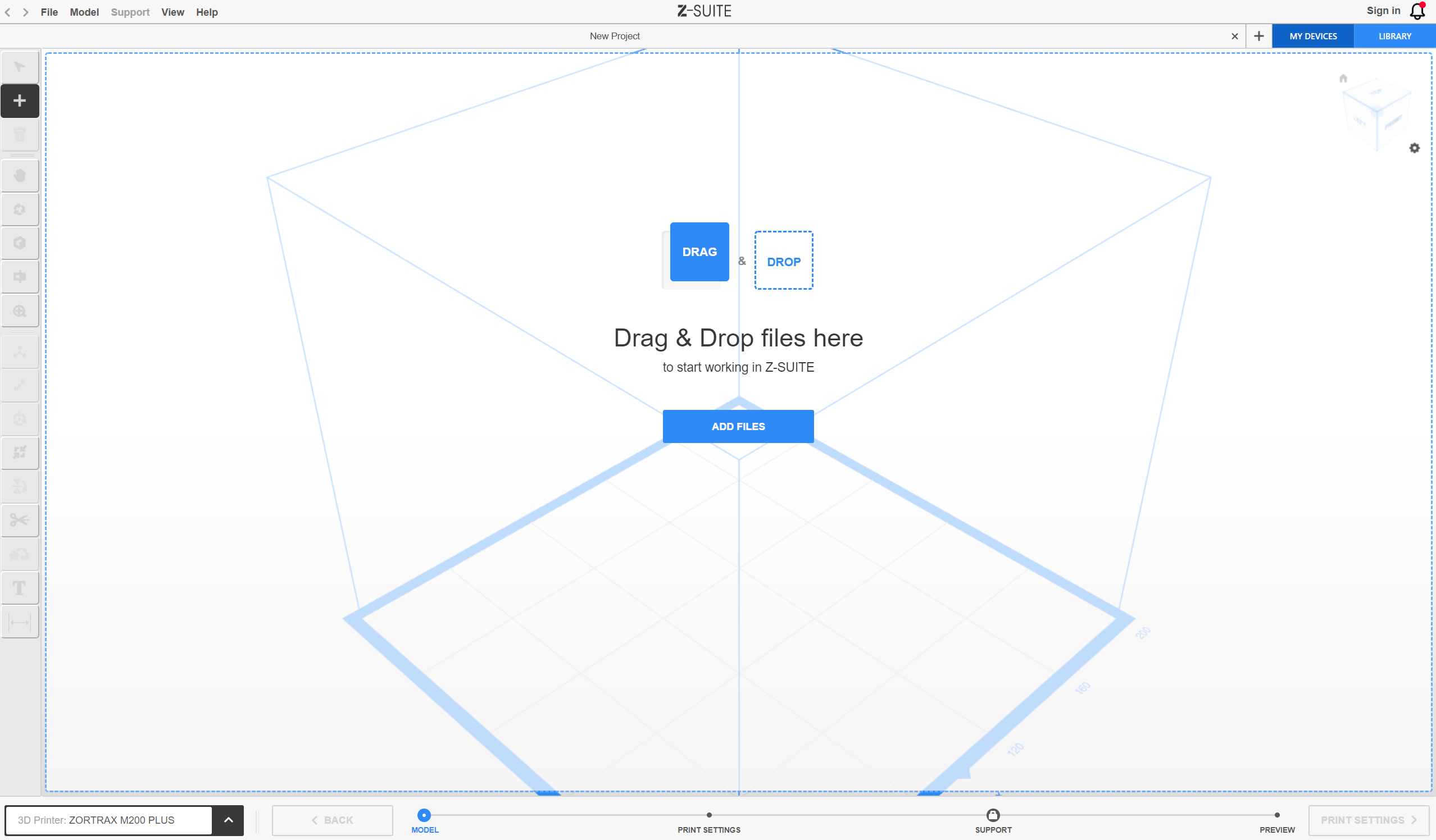
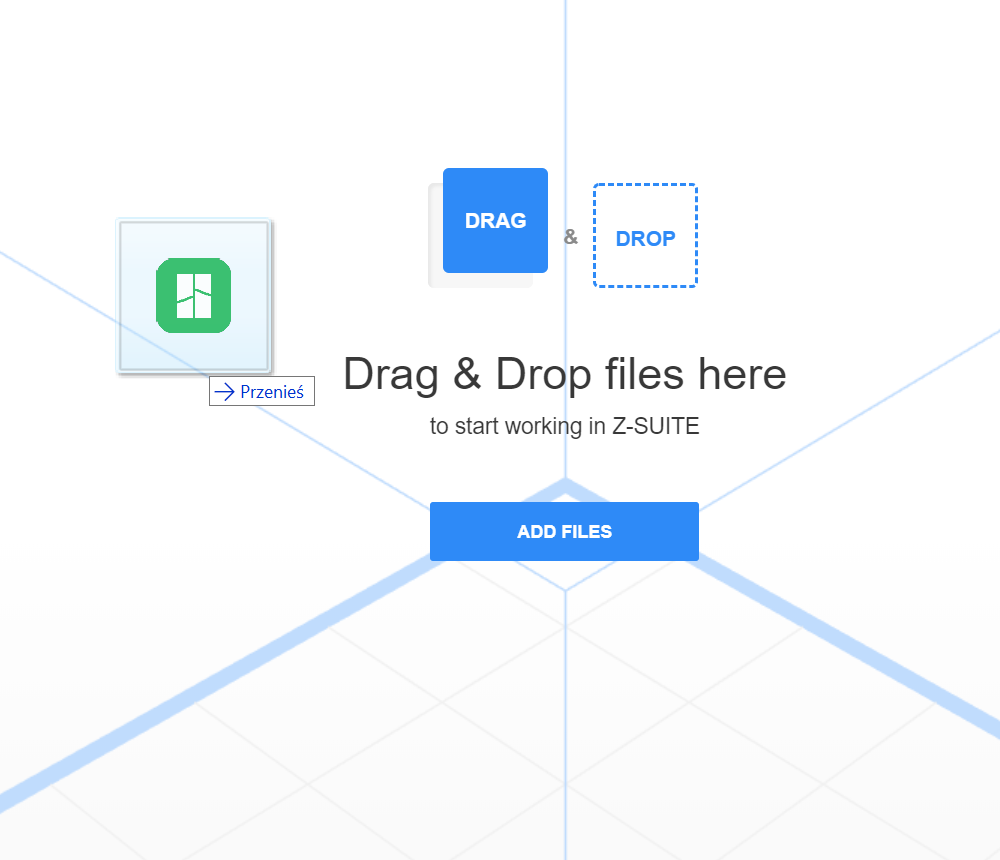
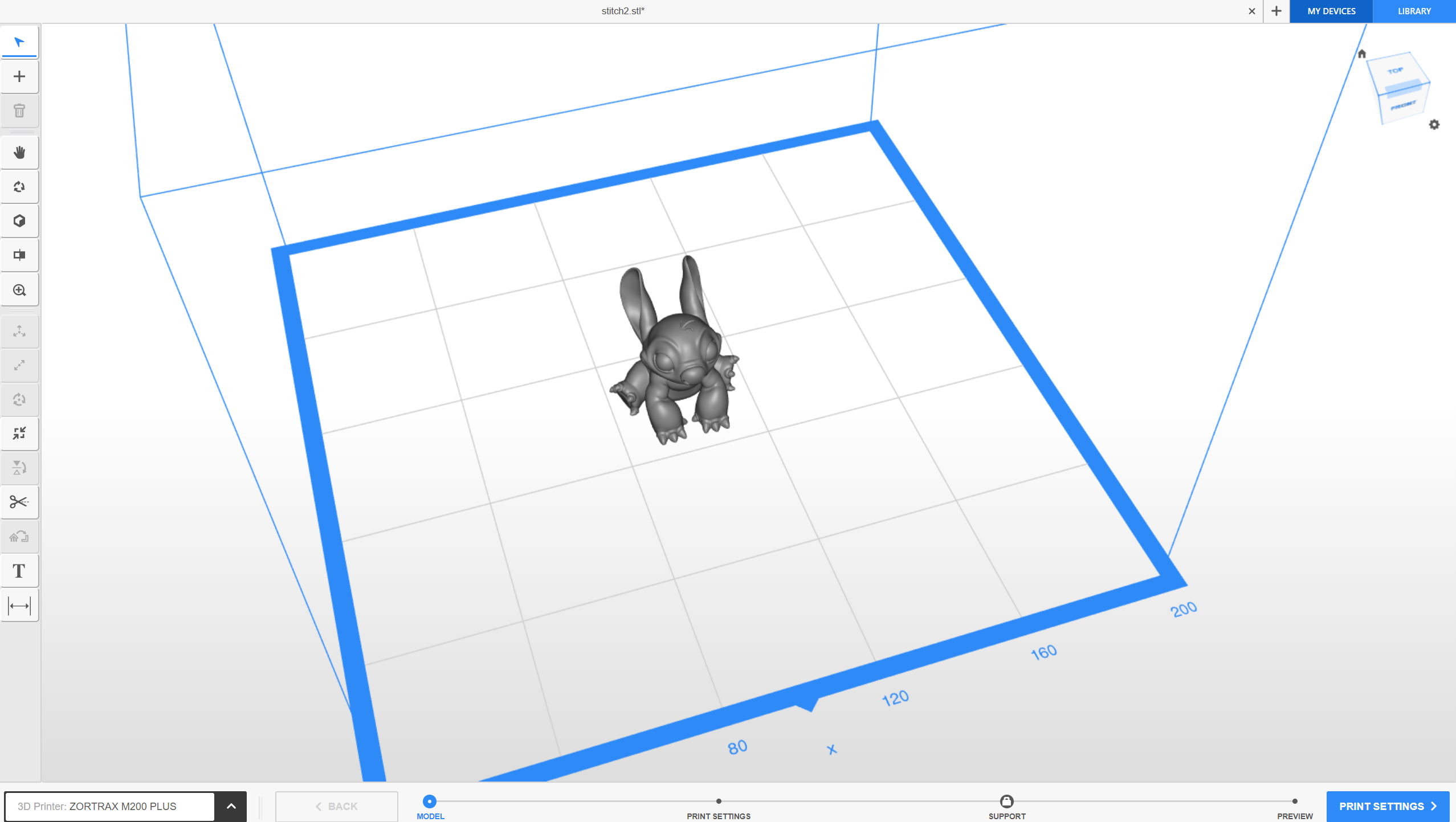
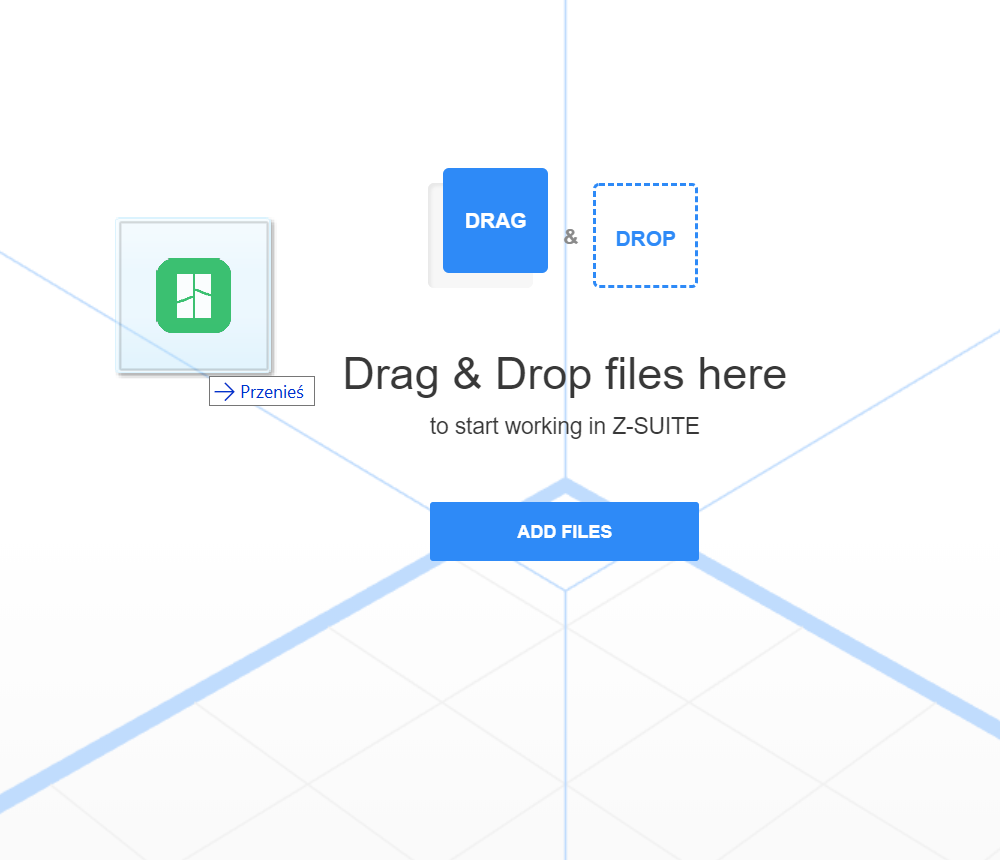
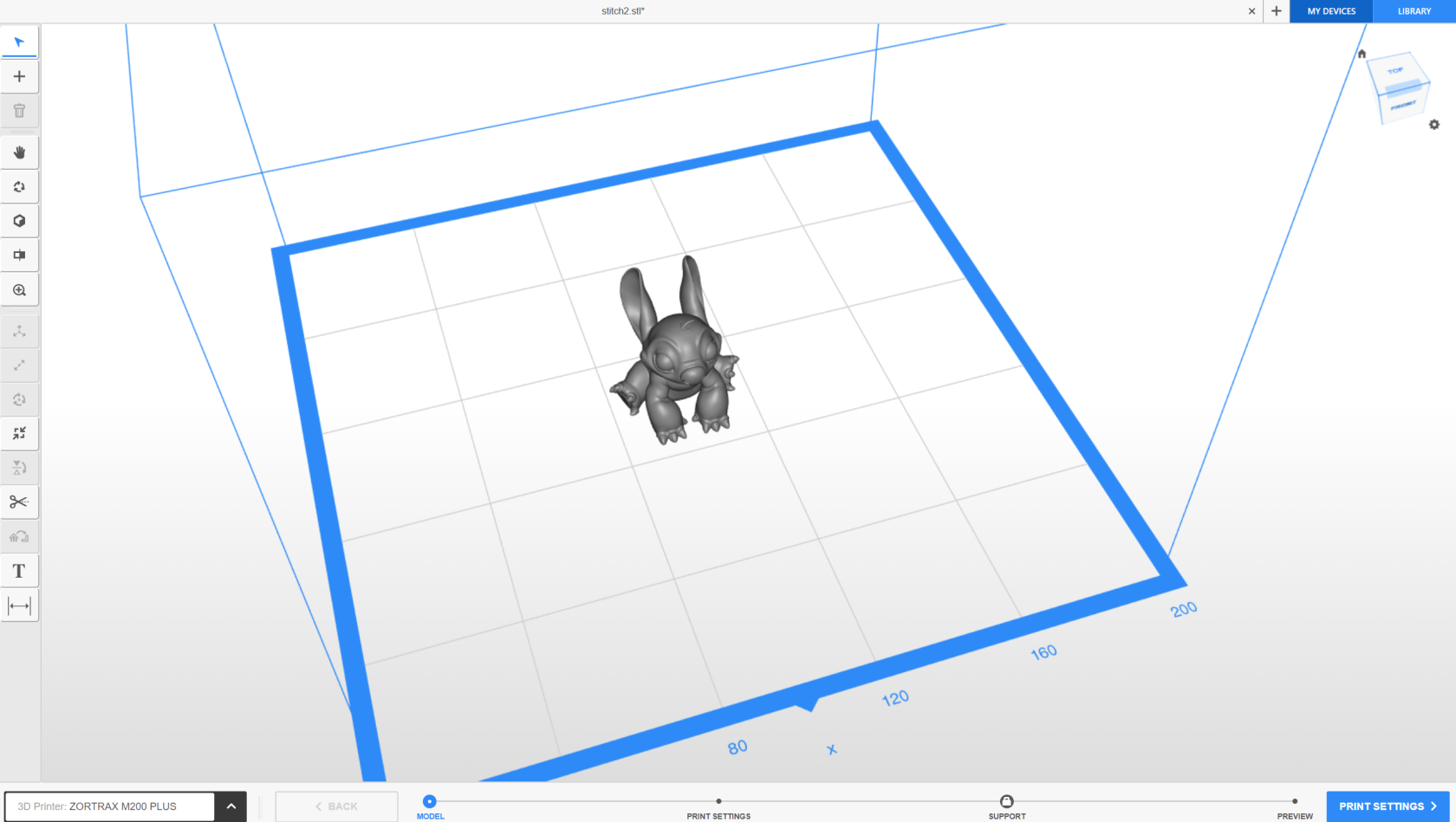
- Gdy mamy już wybraną naszą drukarkę przeniesiemy się do okna z wirtualnym przedstawieniem obszaru roboczego naszej drukarki. Pierwszą rzeczą jaką musimy zrobić jest wgranie naszego modelu, w tym celu klikam na przycisk ,,add files,, lub przeciągam go z folderu na nasz obszar roboczy
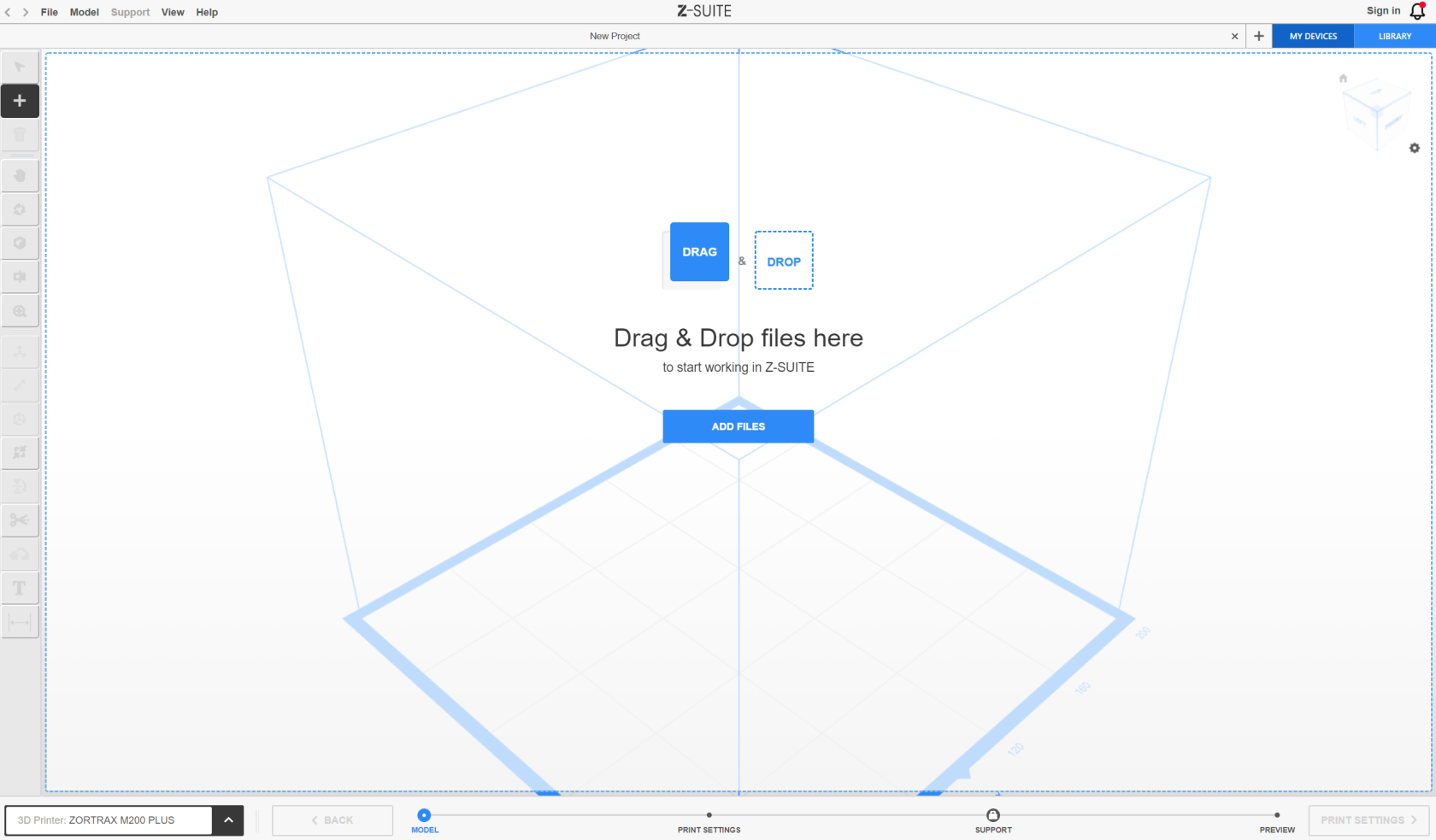
- W lewym dolnym rogu możemy zmienić drukarkę jeżeli na początku wybraliśmy inną
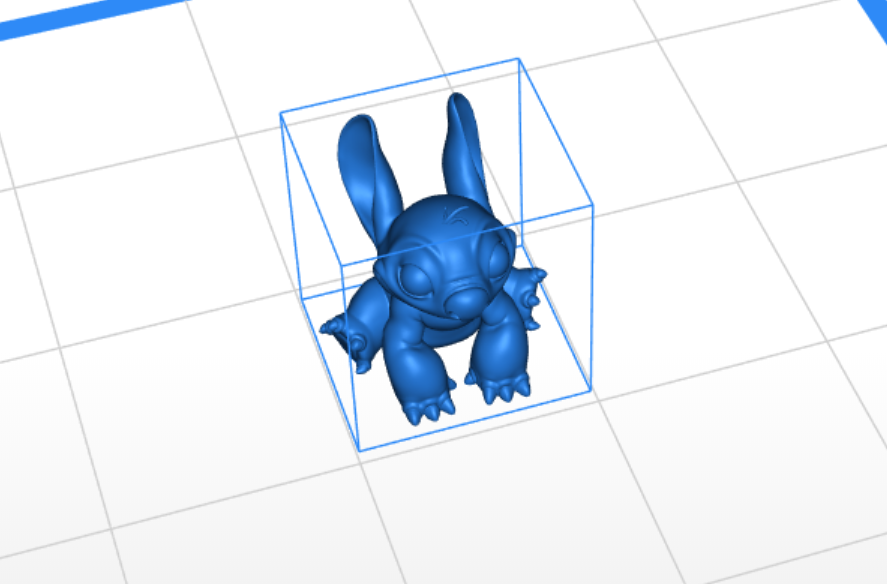
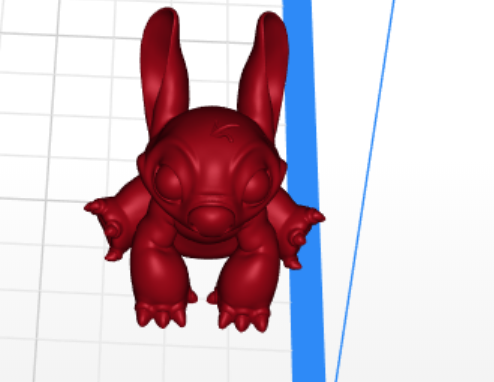
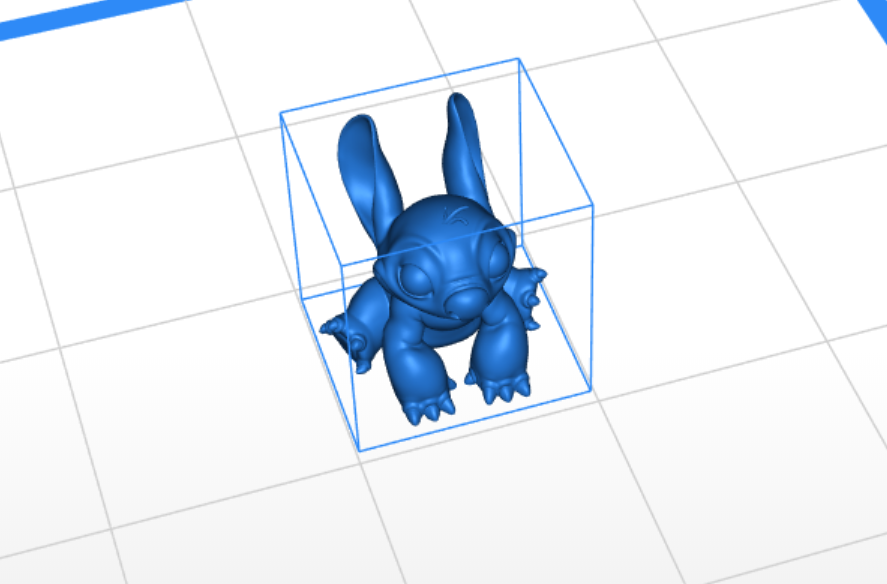
- Nasz model może mieć jeden z czterech kolorów: szary - model nie został wybrany, niebieski - model jest aktywny i wszystko jest ok, czerwony - model wychodzi poza obszar roboczy, żółty - modele nakładają się na siebie
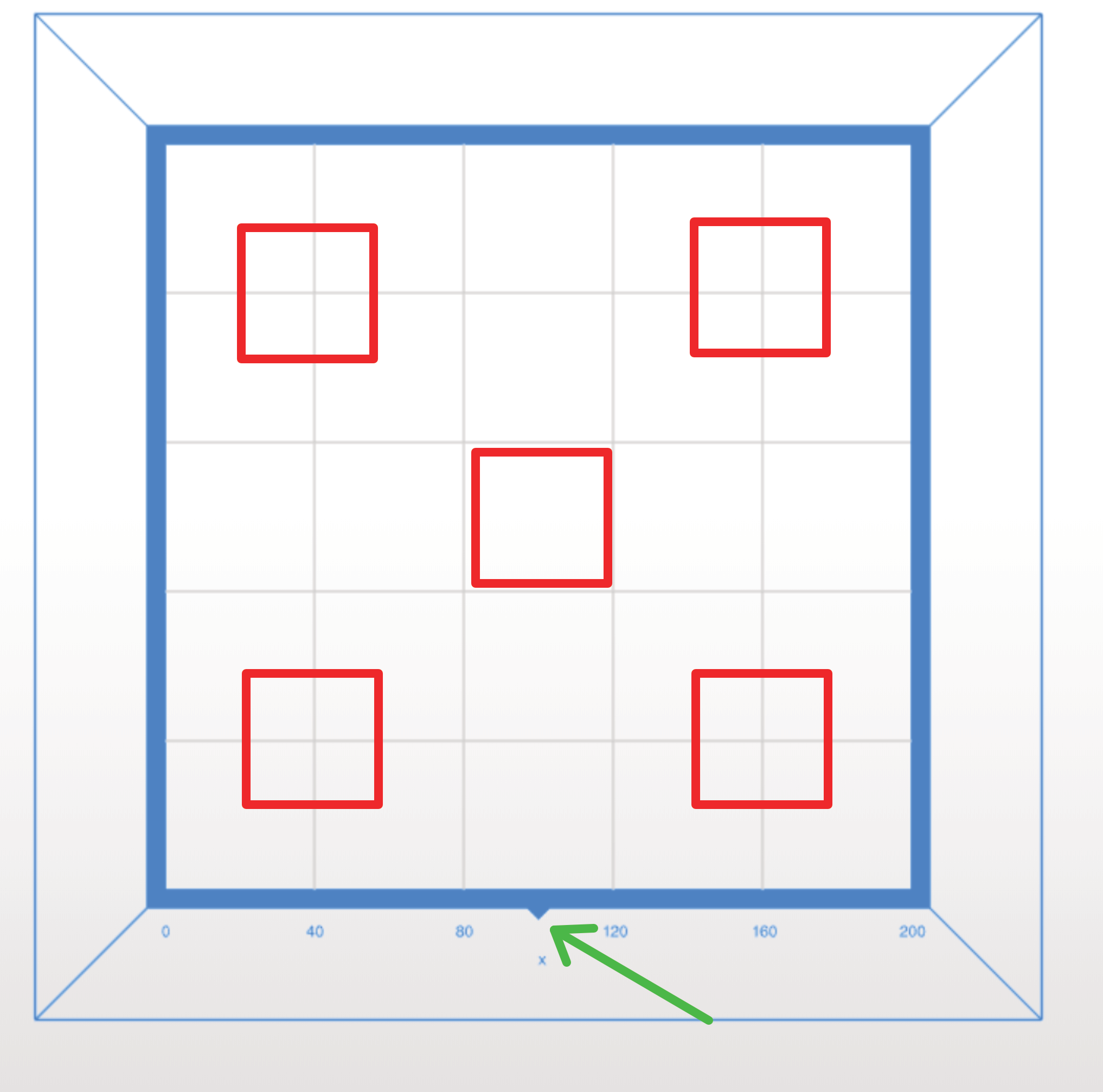
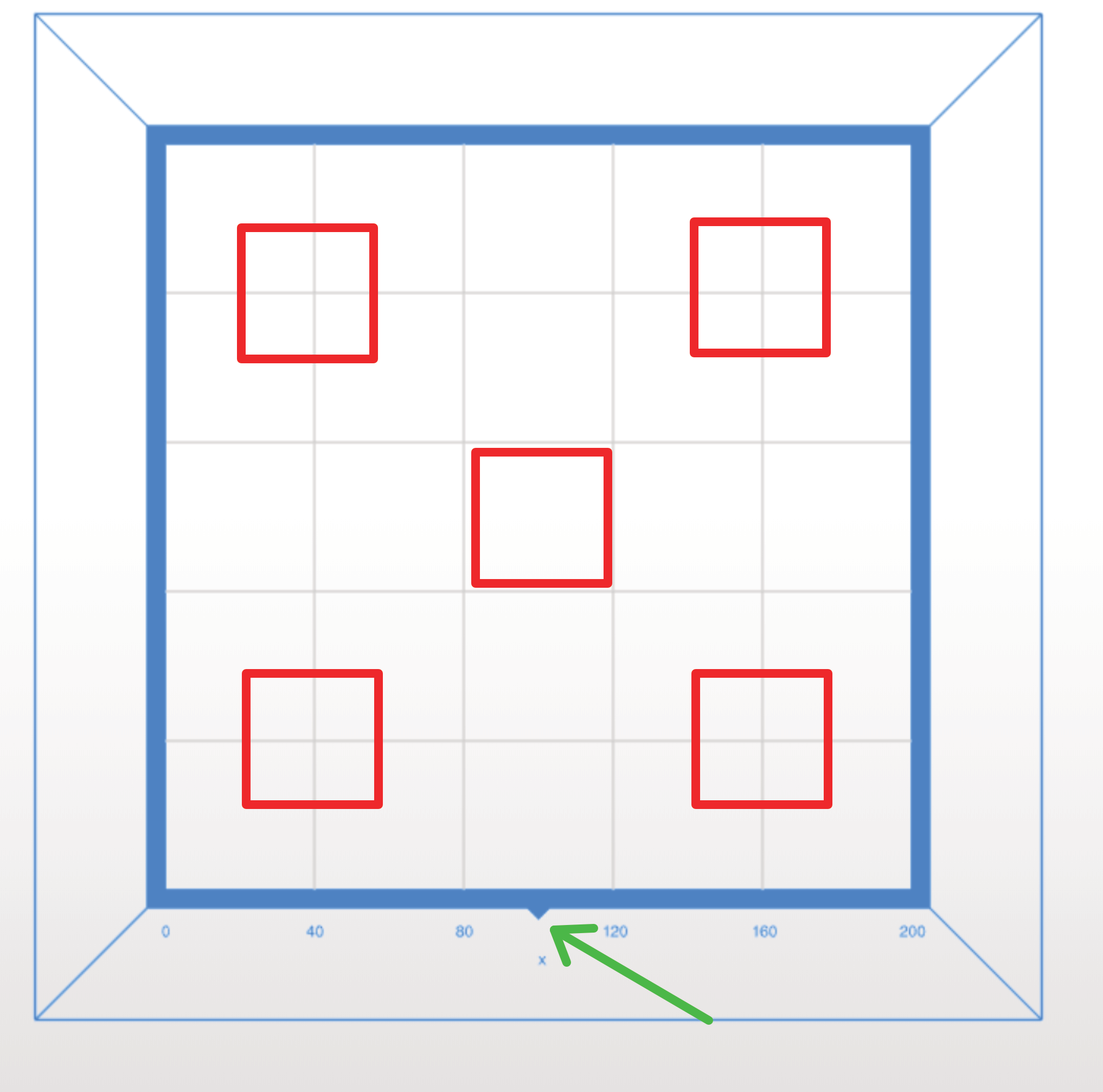
- kolejnym elementem jest ustawienie modelu na platformie roboczej, część z drukarek zortrax posiada na stole roboczym 5 metalowych płytek służących do ich kalibracji, ich położenie jest zaznaczone czerwonymi kwadratami. Jeżeli jest taka możliwość warto unikać układania na nich modelu, dzięki temu płytki kalibracyjne będą się mniej zużywać. Dodatkowo mamy małą strzałkę wskazującą nam przód drukarki (zaznaczona zieloną strzałką), ustawienie modelu bliżej przodu może ułatwić nam zdejmowanie go z drukarki po wydruku.
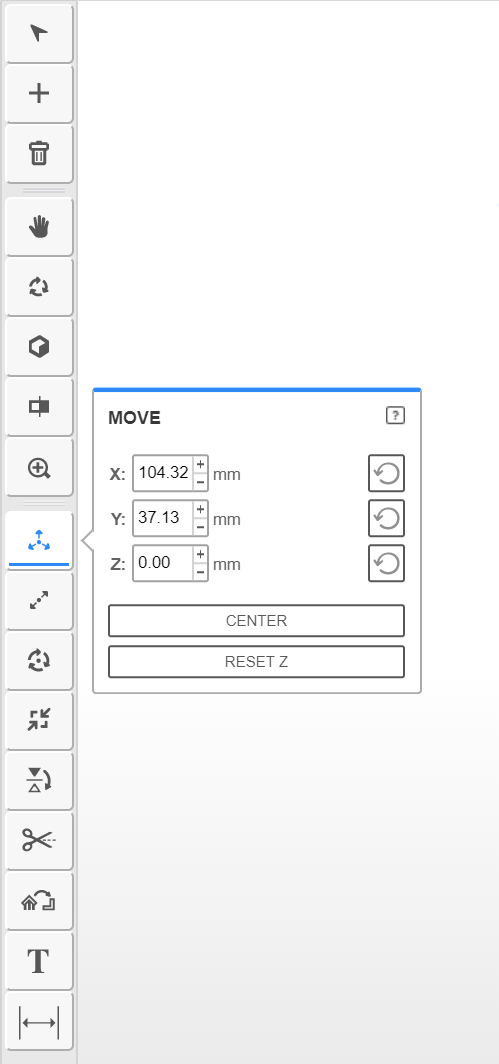
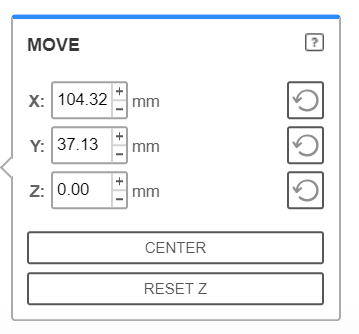
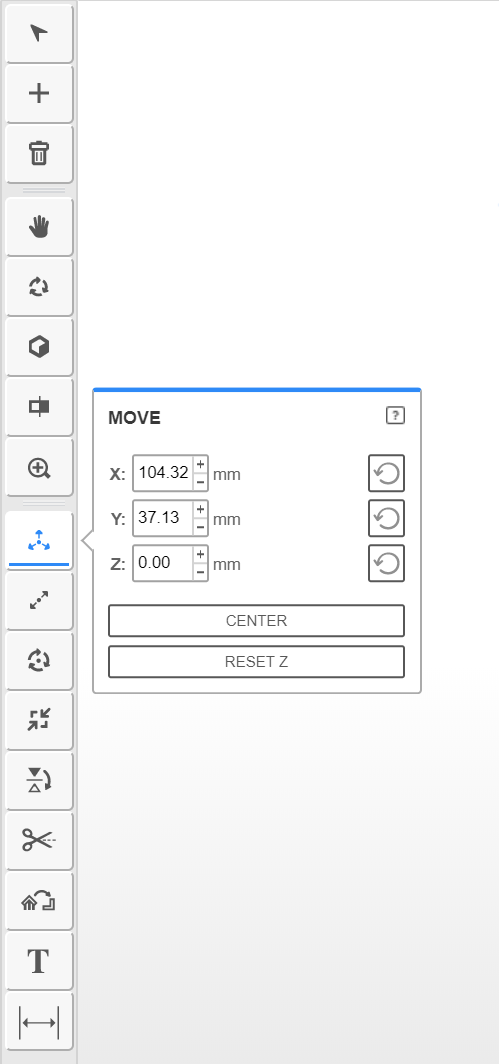
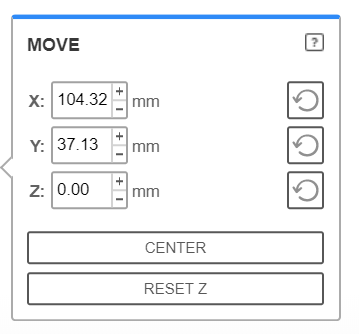
- Teraz gdy mamy już nasz model na płaszczyźnie roboczej zajmijmy się narzędziami z lewej strony. Pierwszym narzędziem jest move czyli przesuwanie obiektu, możemy to robić na dwa sposoby, po pierwsze wpisać konkretne wartości położenia, lub co jest częstsze po prostu łapiemy nasz model i przesuwamy go ręcznie
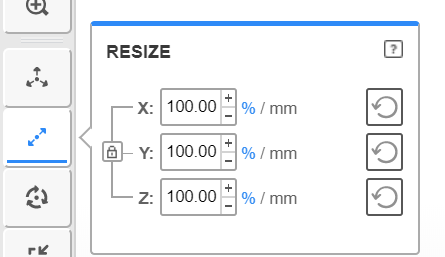
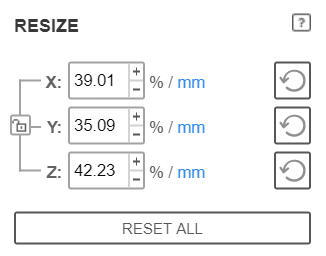
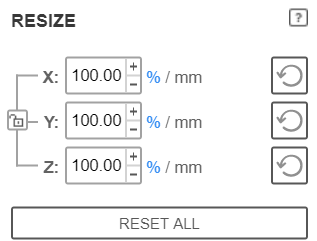
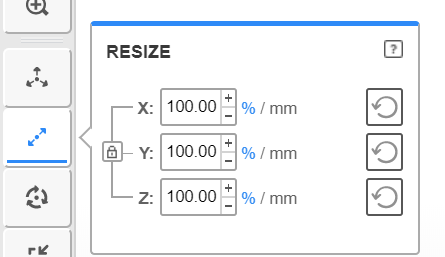
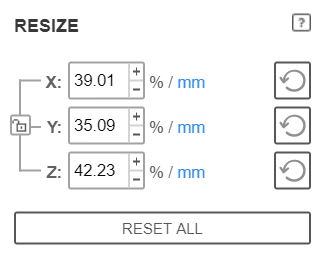
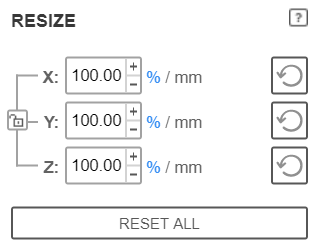
- Kolejnym narzędziem jest resize czyli skalowanie. Tu możemy skalować zarówno procentowo jak i wpisać konkretny wymiar, wystarczy wybrać opcję po prawej stronie od wartości. Jest tu również jedna dodatkowa opcja która jest dość pomocna czyli kłódka po lewej stronie od wartości - pozwala nam ona na równe skalowanie w każdej z osi lub po jej odblokowaniu skalowanie oddzielnie w poszczególnych osiach.
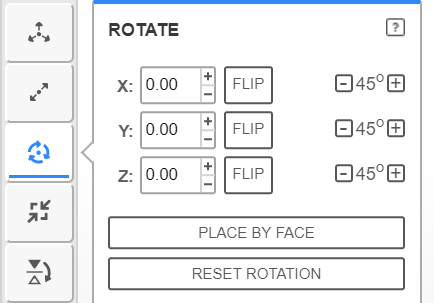
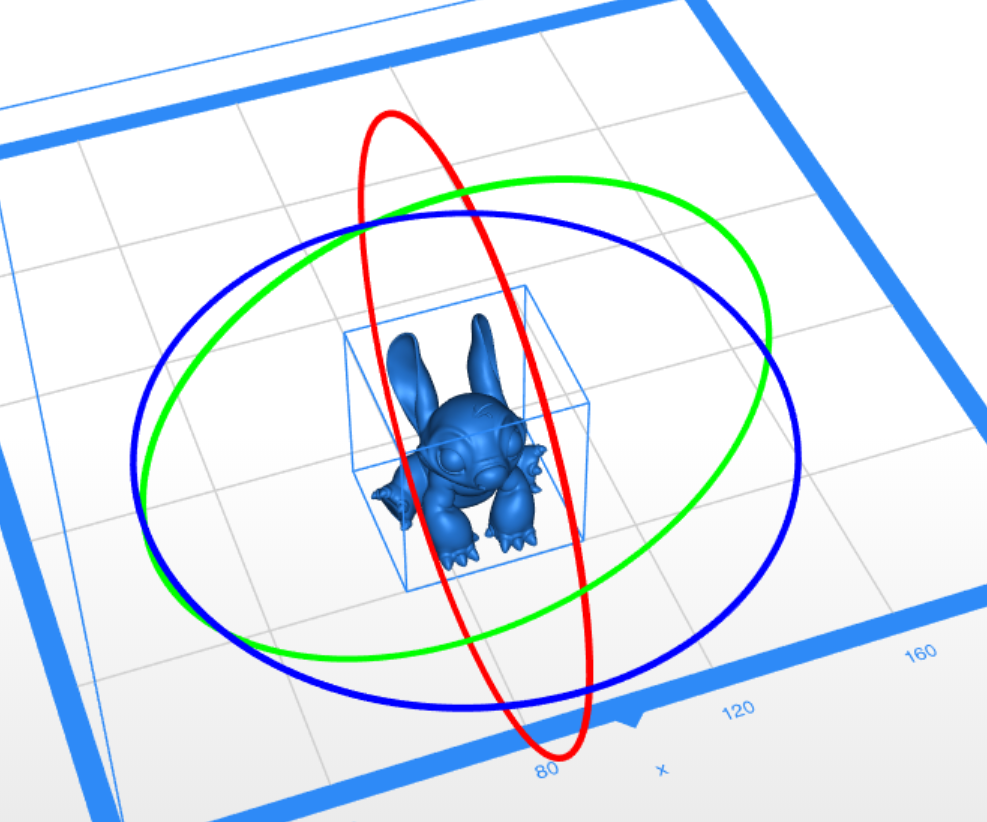
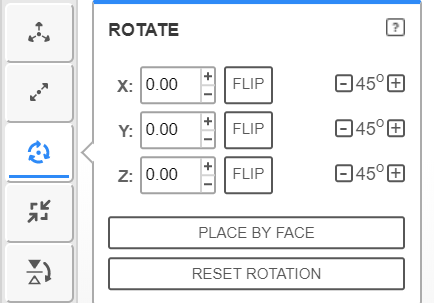
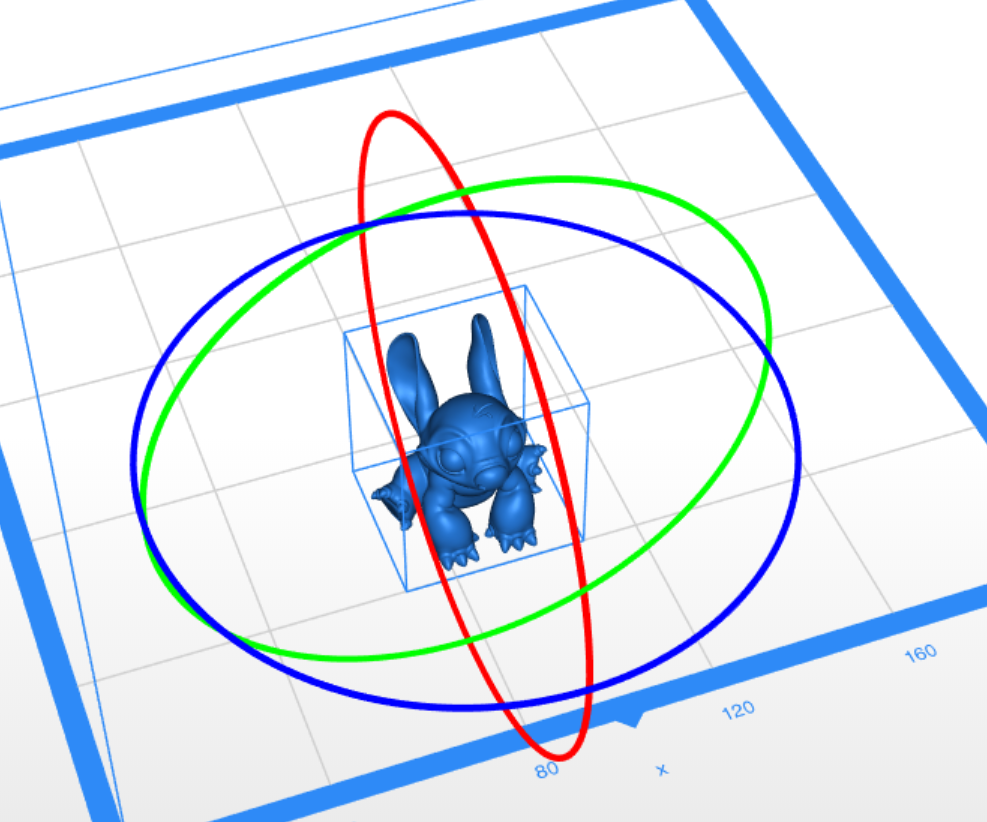
- Kolejną przydatną opcją jest rotate który pozwala nam na obracanie naszego modelu, możemy to robić wpisując konkretną wartość przy oznaczeniu osi, przyciskami +/-45° lub za pomocą okręgów na modelu. Jeżeli chcemy wykonać odbicie lustrzane możemy zastosować opcję flip w odpowiedniej osi. Jedną z najbardziej przydatnych opcji jest place by face, ponieważ chcemy aby nasz model miał jak największa pierwszą warstwę przy pomocy tej opcji możemy wskazać konkretną płaszczyznę a program sam obróci model wskazaną przez nas płaszczyzną do stołu roboczego.
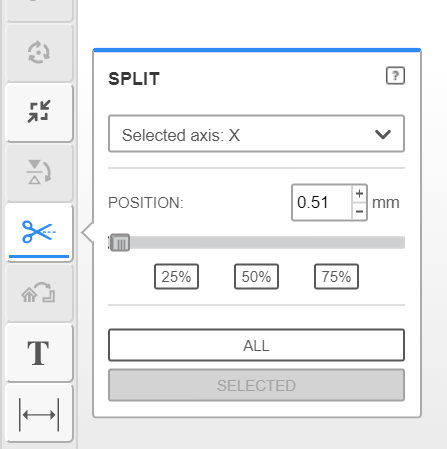
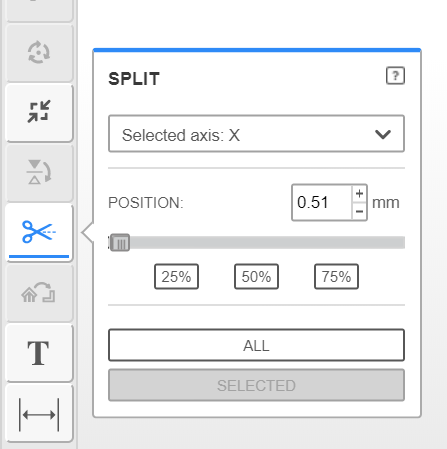
- Ostatnim narzędziem jest split przy pomocy którego możemy przeciąć nasz model w odpowiedniej osi.
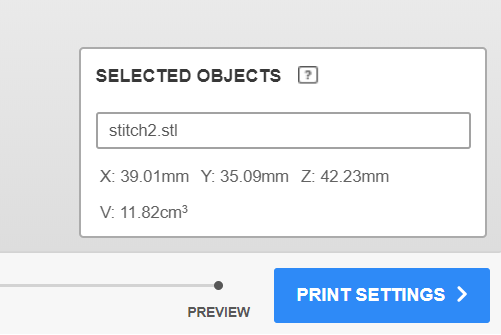
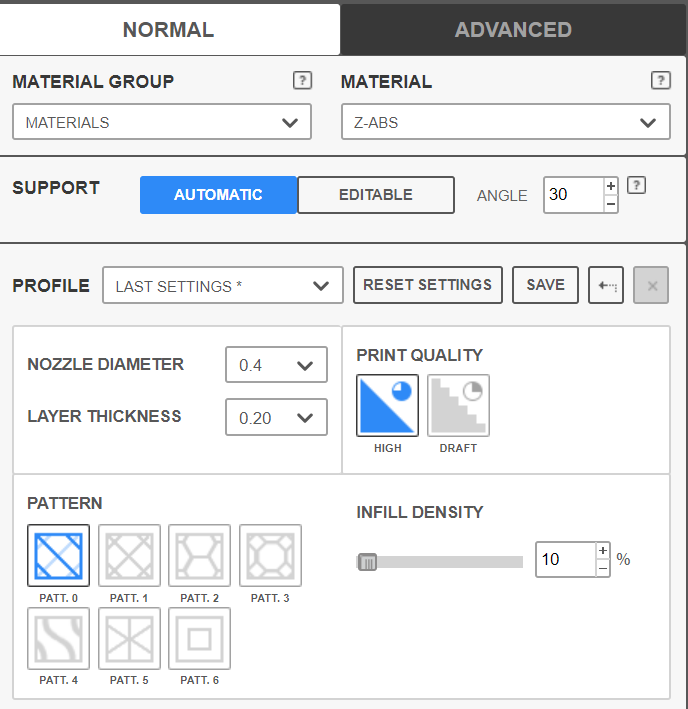
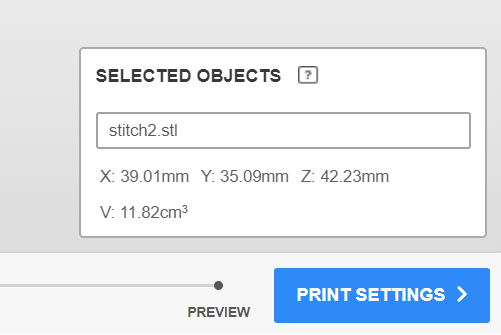
- Gdy nasz model jest już gotowy w prawym dolnym rogu wybieramy opcję print settings aby przejść do ustawienia parametrów druku.
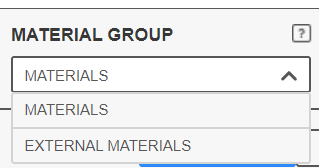
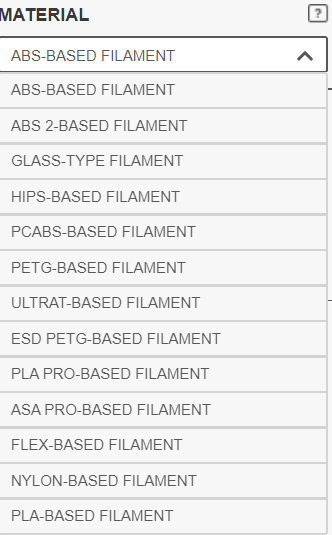
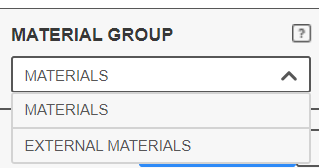
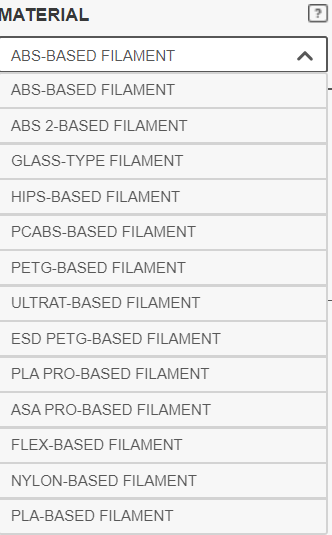
- Pierwszą rzeczą jaką musimy wybrać jest material group, jeżeli drukujemy z materiałów innych firm niż zortrax należy wybrać external materials, następnie w zakładce material wybieramy odpowiedni rodzaj tworzywa.
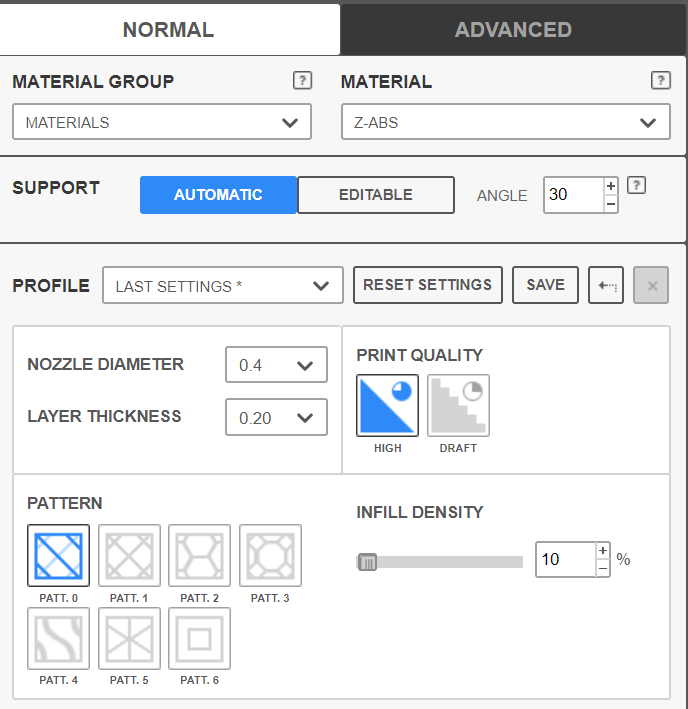
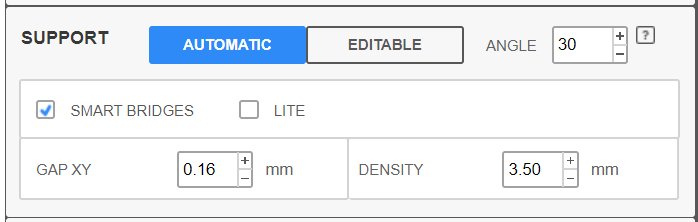
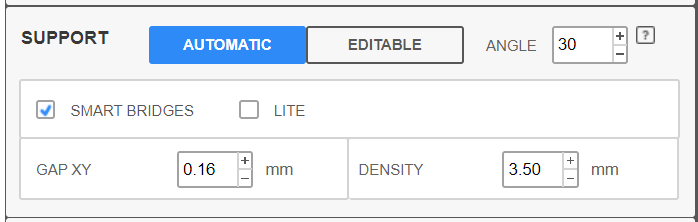
- Kolejnym krokiem jest ustawienie podpór, możemy wybrać opcję automatyczną lub jeżeli chcemy mieć większą kontrolę nad podporami wybieramy opcję editable. Następnie ustawiamy kąt od jakiego tworzone będą podpory i włączamy opcję lite aby podpory były łatwiejsze do usunięcia.

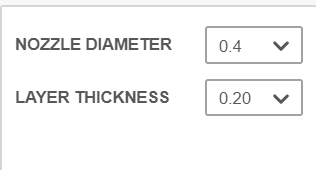
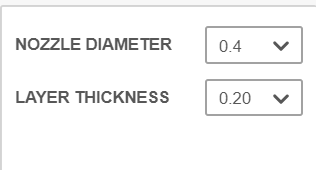
- Następna zakładka to dwa ważne parametry czyli średnica dyszy którą mamy zamontowaną w drukarce oraz grubość warstwy. Pierwszy parametr ustawiamy względem rzeczywistego rozmiaru dyszy założonego na drukarce, drugi mówi nam o tym o ile opuści się stół po wykonaniu jednej warstwy, im wyższa wartość tym druk będzie szybszy ale mniej dokładny im niższa tym wyższy czas ale lepsza jakość. Przeważnie warstwa 0.2 jest dobrym kompromisem.
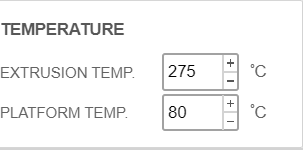
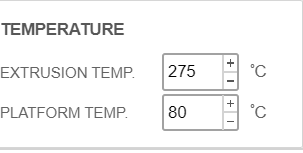
- Teraz przyszedł czas na ustawienie temperatury extrudera oraz platformy, dane te musimy odczytać z opakowania filamentu jakiego używamy bądź ze strony producenta

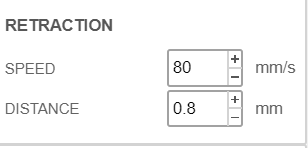
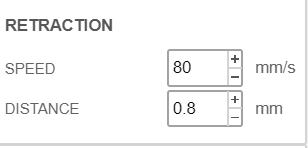
- Podczas ruchu drukarki 3D pomiędzy różnymi elementami modelu, resztki filamentu mogą wyciekać z dyszy, tworząc cienkie nitki, co jest zjawiskiem niepożądanym. Aby temu zapobiec, stosuje się retrakcję, czyli cofnięcie filamentu w dyszy. Proces ten polega na krótkim, szybkim wycofaniu filamentu, co tworzy podciśnienie w dyszy i wciąga resztki materiału, zapobiegając powstawaniu niechcianych nitek.
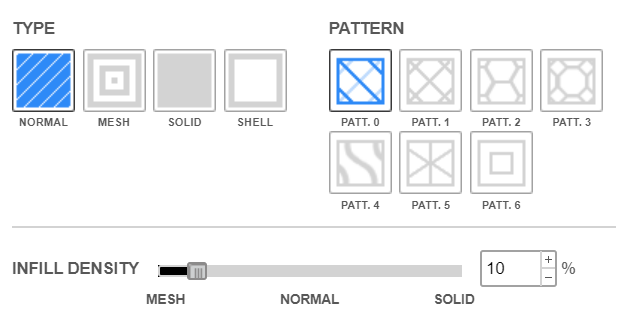
- Kolejnym parametrem jest wypełnienie, tu możemy wybrać zarówno jego kształt jak i procent wypełnienia. W typie wypełnienia możemy ustawić normalny - wzór i procent wypełnienia będzie zadany przez nas, mesh - losowy wzór i procent wypełnienia, solid- 100% wypełnienia, shell- 0% wypełnienia.
Z reguły operuje się na trybie normal z wypełnieniem na poziomie 10-30%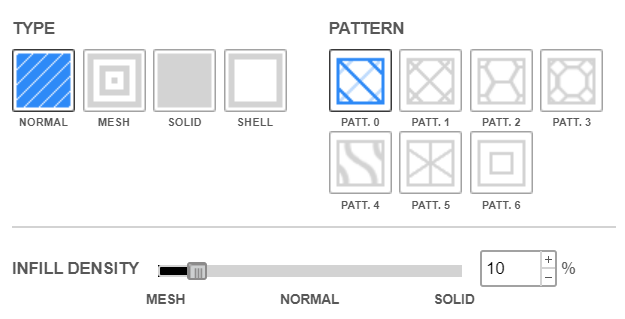
- Kolejnym elementem jest ilość zewnętrznych ścian, oznacza to ile linii ściany stworzy drukarka obudowując wypełnienie

- Następnym elementem jest ilość warstw górnych i dolnych, czyli ile warstwo o innym wypełnieniu ( z reguły 100%) stworzy drukarka podczas druku pierwszych warstw i ostatnich

- offset jest to pomniejszenie lub powiększenie jednego z parametrów aby zniwelować skurcz materiału podczas jego stygnięcia

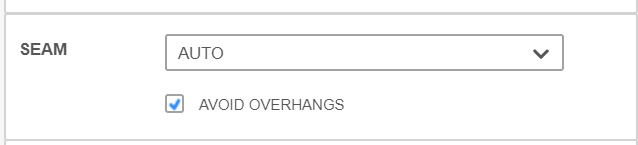
- Seam, czyli szew jest miejscem gdzie drukarka przechodzi z jednej warstwy do drugiej, możemy go ustawić w miejscu zdefiniowanym przez program, ustawić go samemu lub zostawić tryb auto aby program sam dobrał miejsce występowania szwu
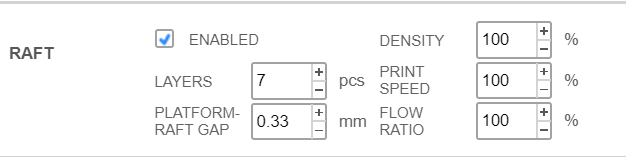
- First layer gap jest to odległość między ostatnią warstwą raftu a pierwszą warstwą wydruku, aby wydruk odchodził bez problemu od raftu musimy do wartości zadanej przez program dodać 0.1mm

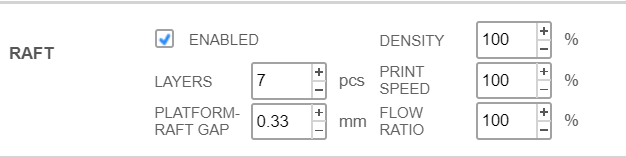
- Raft jest to kilka pierwszych warstw większych od modelu którego głównym zadaniem jest zwiększenie powierzchni przylegania wydruku do stołu ale również przy perorowanych stołach, zapewnienia dobrej jakości pierwszych warstw naszego wydruku
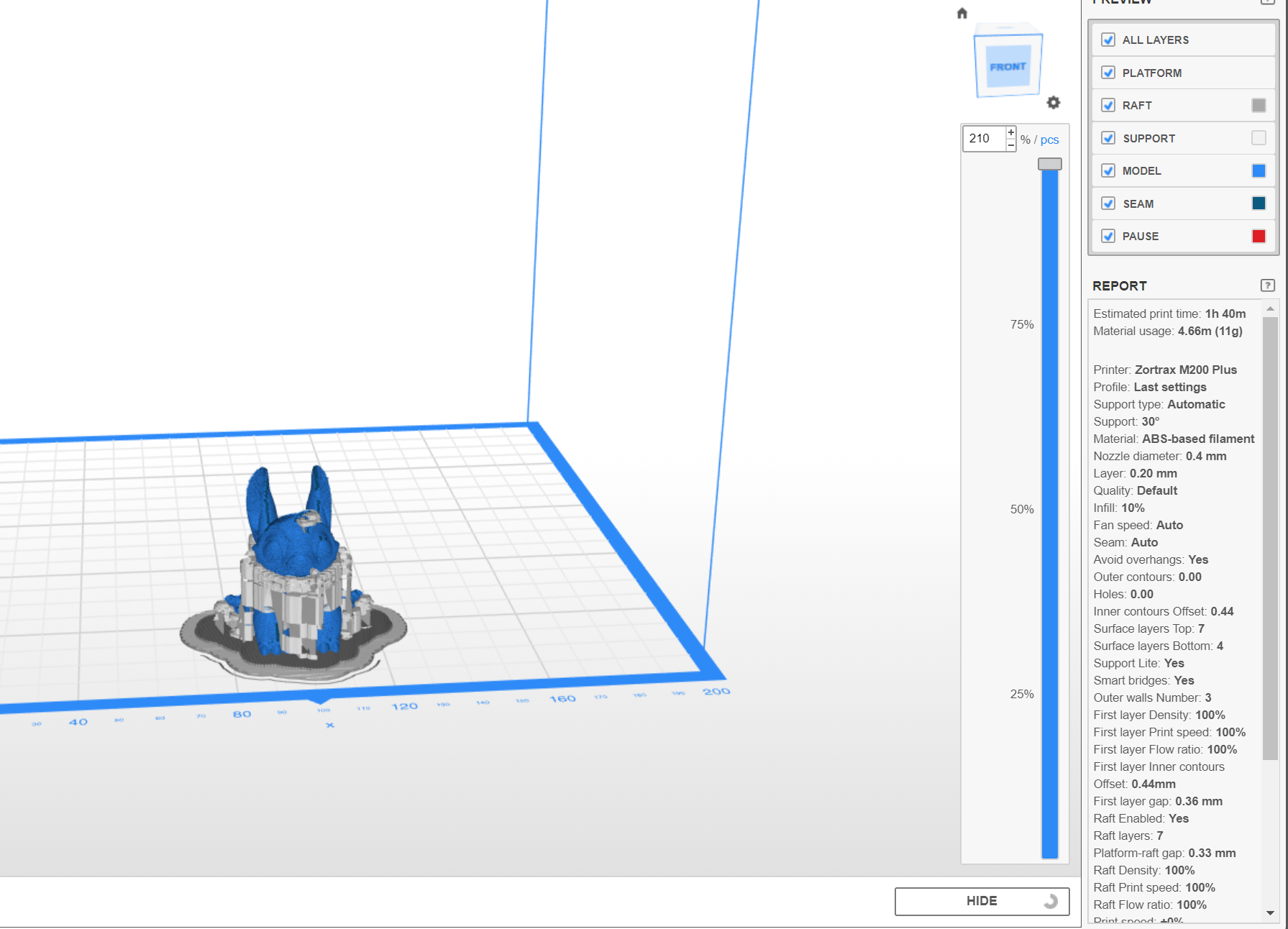
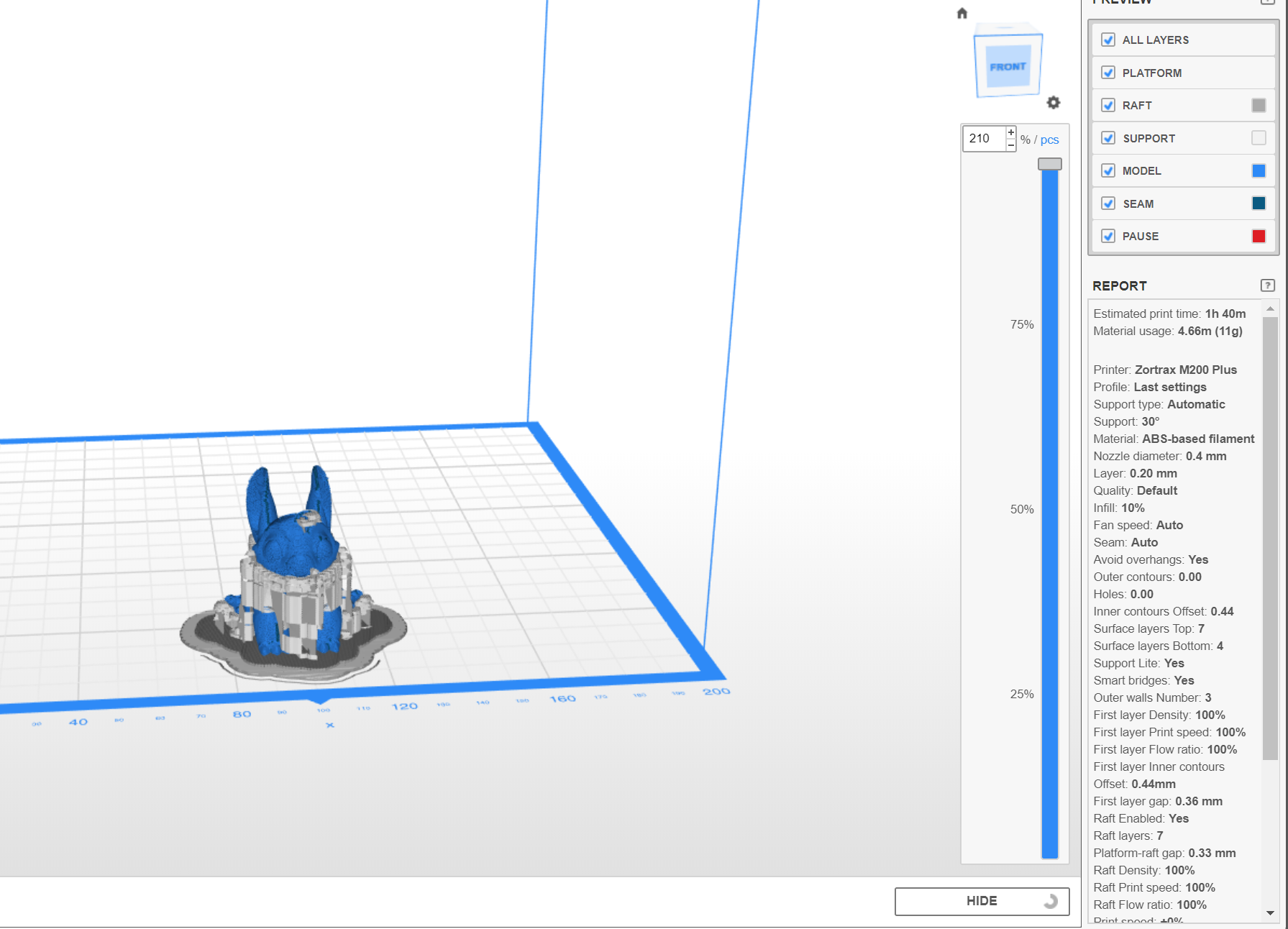
- Po ustawieniu wszystkich parametrów możemy przejść do podglądu naszego wydruku, w tym celu klikamy przycisk preview w prawym dolnym narożniku

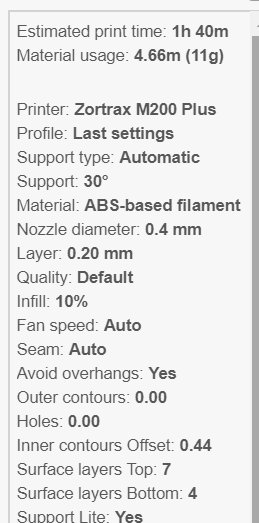
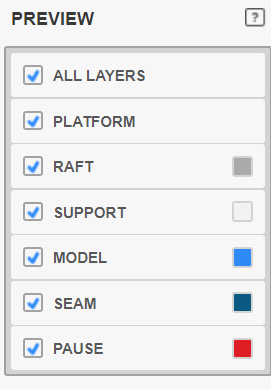
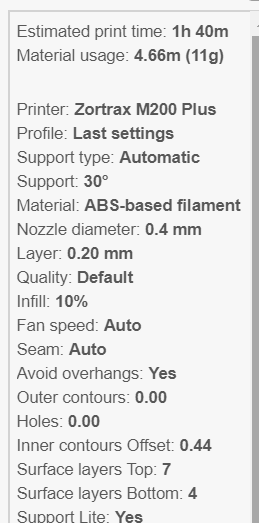
- Teraz możemy zobaczyć jak nasz wydruk będzie wyglądał wraz ze wszystkimi po wydruku. Po prawej stronie możemy włączyć i wyłączyć podgląd poszczególnych opcji a niżej dostajemy raport z którego możemy odczytać długość wydruku oraz ilość materiału potrzebnego do wykonania naszego modelu
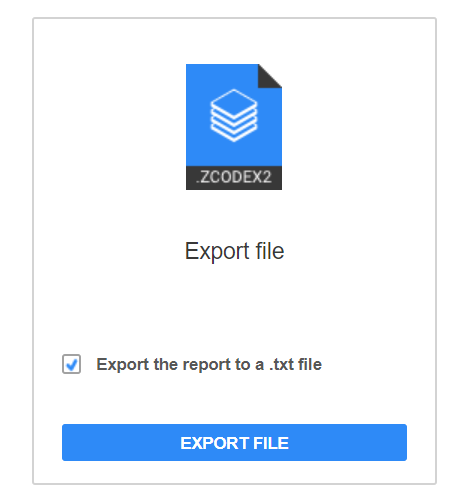
- Ostatnim elementem jest zapisanie naszego pliku, w tym celu klikamy przycisk export file a następnie wybieramy drugi przycisk o tej samej nazwie i zapisujemy nasz kod. Uwaga dla drukarek zortrax nie jest to g-code a zcode lub zcodex2

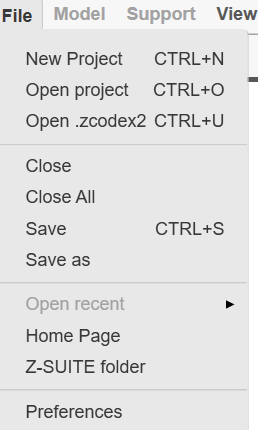
- Oprócz zapisania naszego kodu warto również zapisać sam projekt, w tym celu w górnej zakładce file wybieramy opcję save as i zapisujemy nasz plik z rozszerzeniem zproject

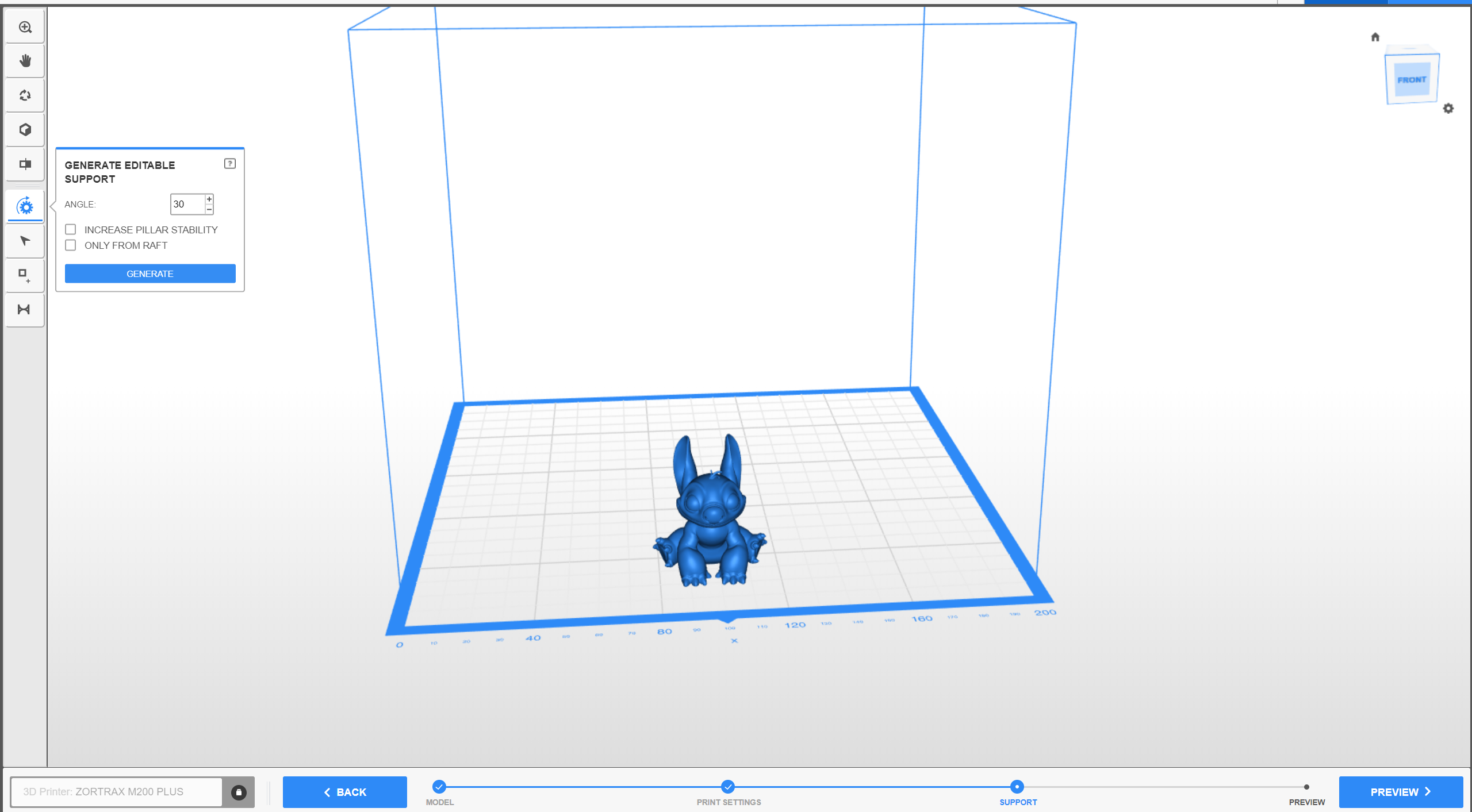
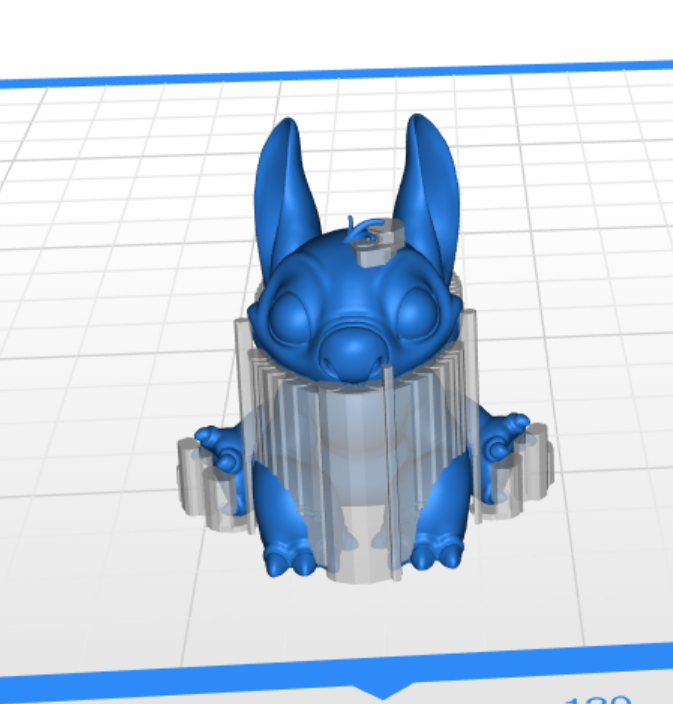
- Zanim jednak pójdziemy do drukarki omówmy jeszcze kwestię edytowania podpór, opcja ta dostępna jest po wybraniu editable support w drugim kroku. Po jej wybraniu przed eksportem zostaniemy przeniesieni do jeszcze jednego okna
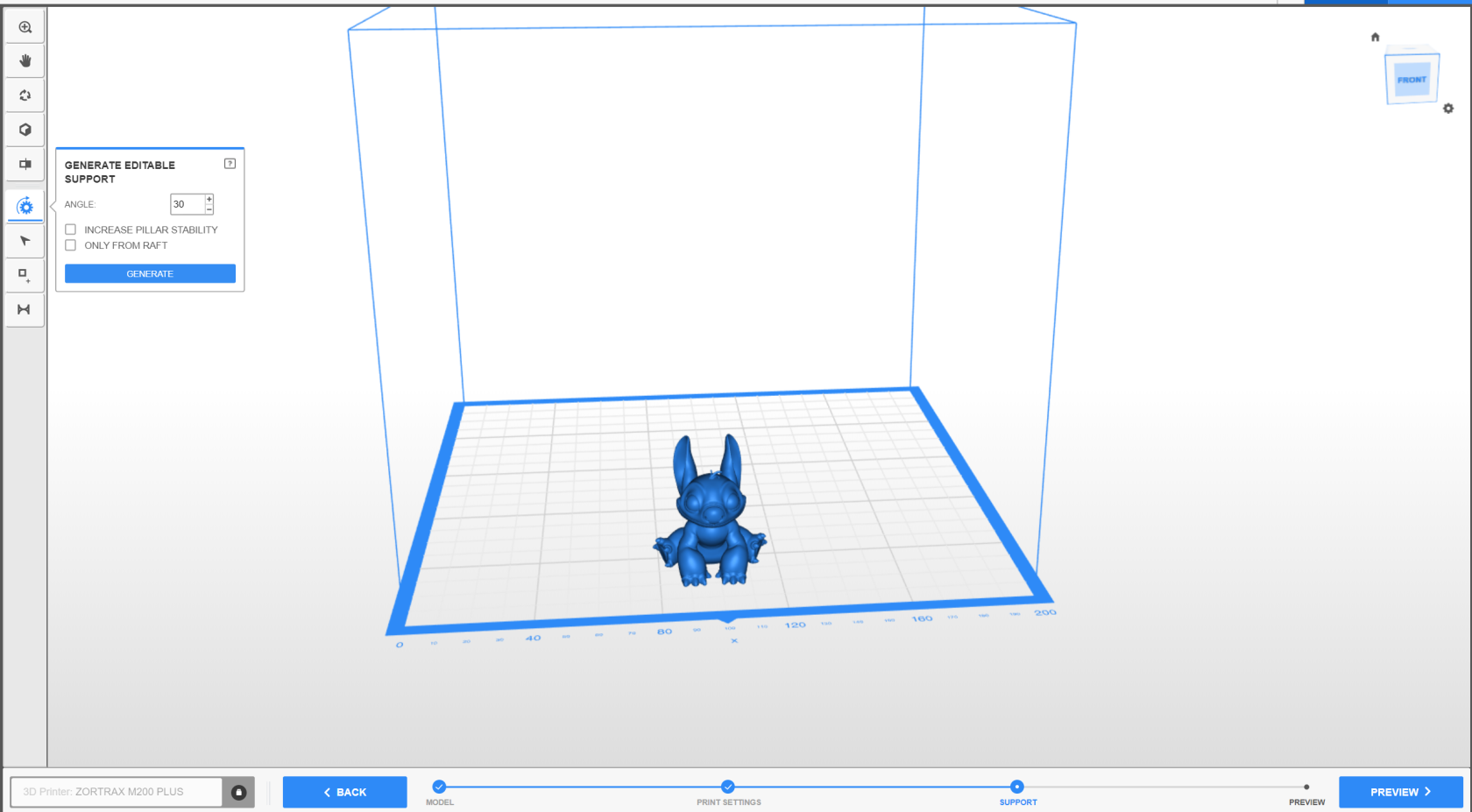
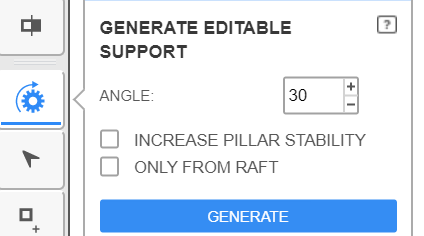
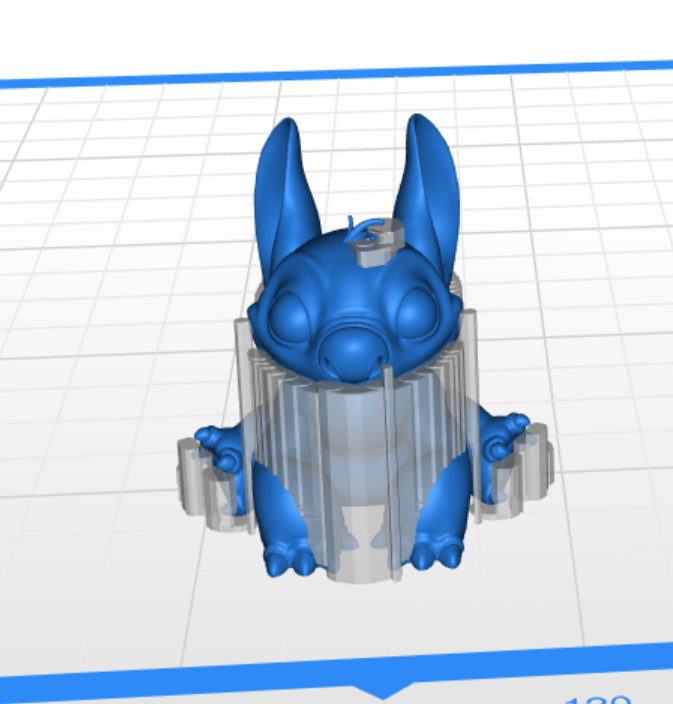
- Pierwszą rzeczą jaką musimy zrobić jest wygenerowanie podpór, w tym celu wybieramy ikonę koła zębatego ze strzałką a następnie określamy kąt. Możemy również zaznaczyć opcję only from raft, wtedy nasze podpory będą generowane tylko od raftu do modelu bez podpór między częściami modelu. na koniec klikamy opcję generate
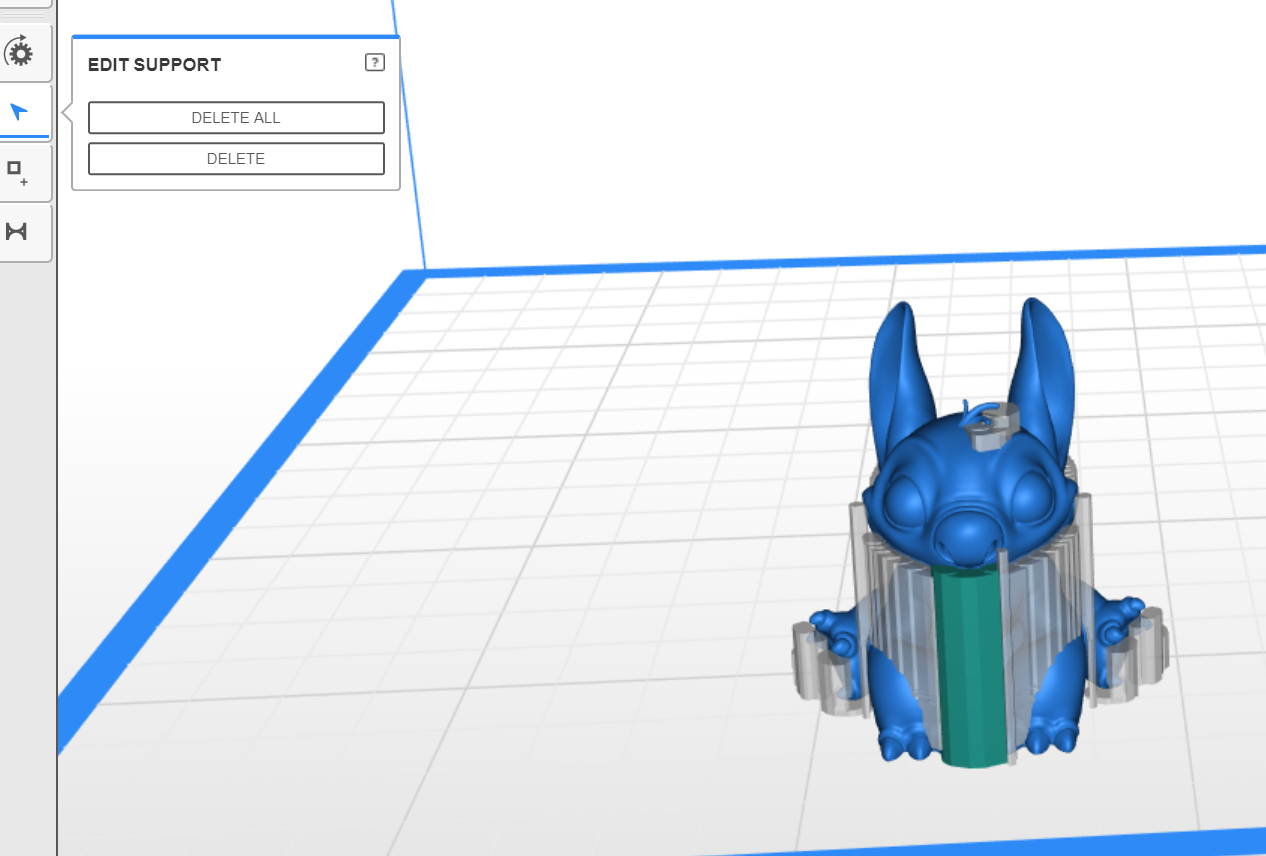
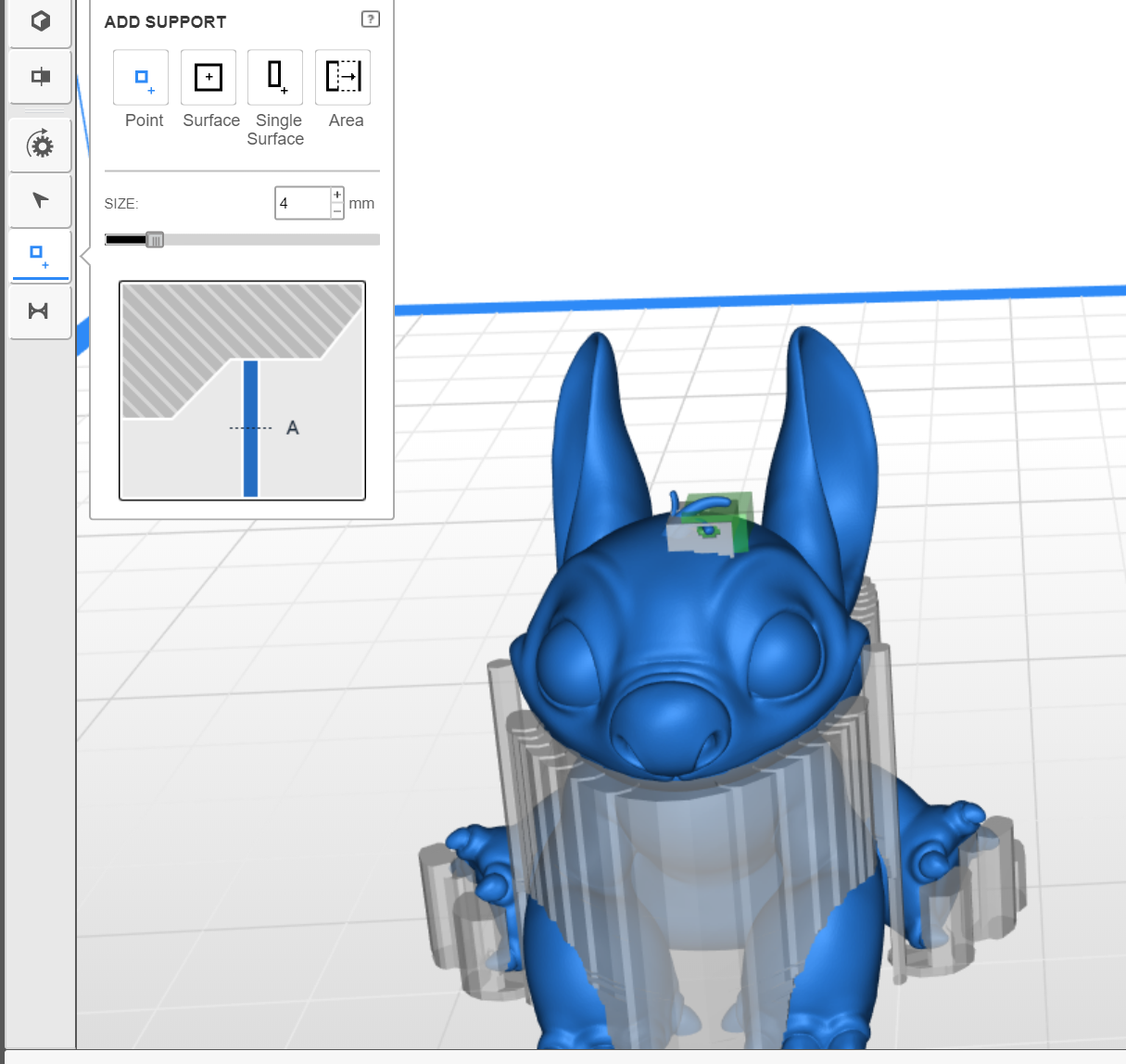
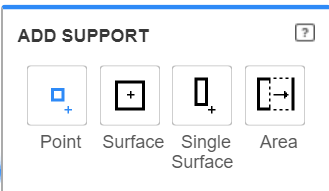
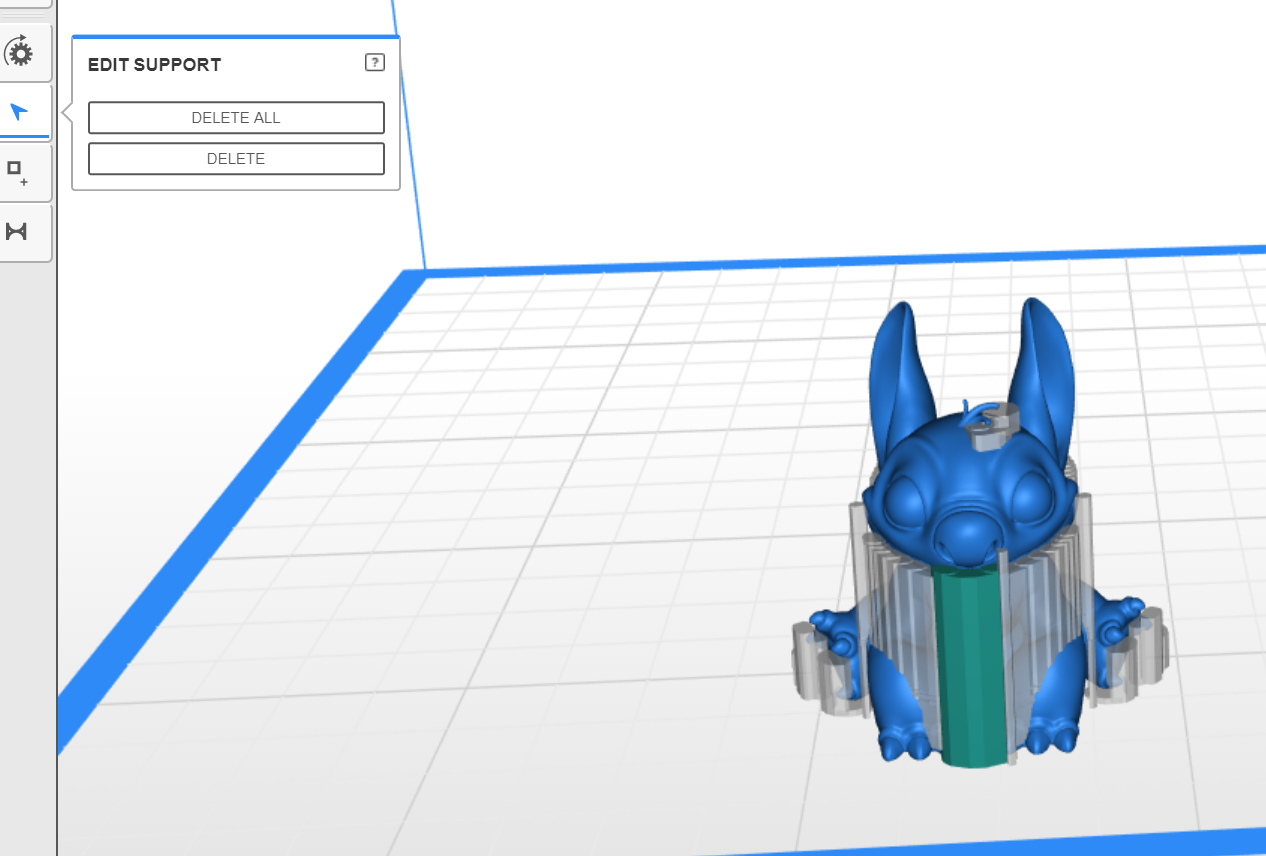
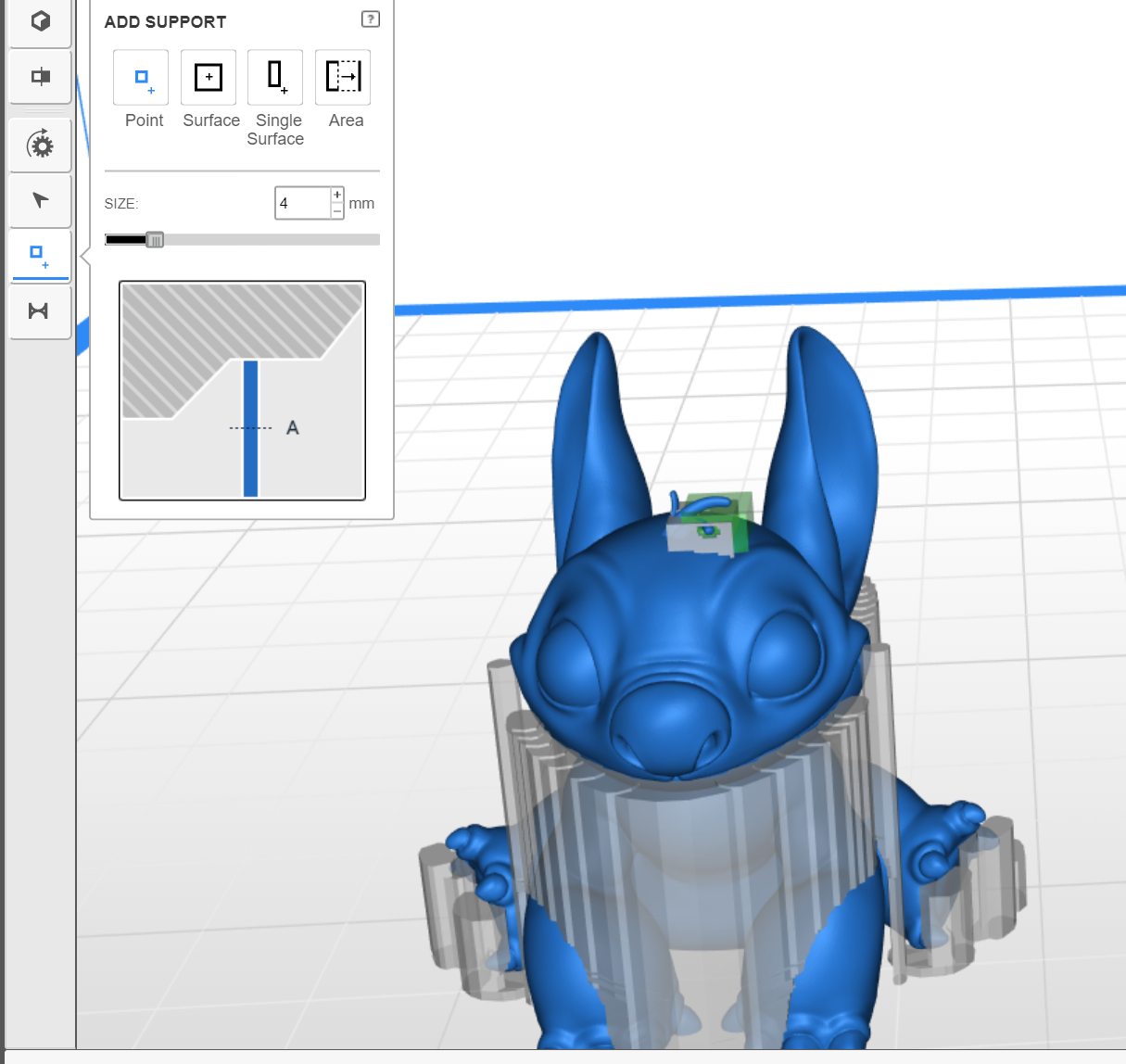
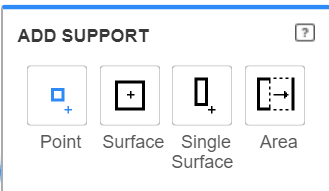
- Teraz widzimy proponowane przez program podpory, możemy je usunąć wybierając ikonkę strzałki, następnie zaznaczamy podpory do usunięcia i klikamy delete. Możemy również dodawać podpory, wybieramy opcję kwadratu z plusem a następnie jak chcemy dodać podporę (punkt, powierzchnia, pojedyncza powierzchnia, obszar) oraz określamy ich wielkość i wskazujemy miejsce gdzie chcemy je dodać. Korzystając z tej opcji możemy nie generować podpór automatycznie.

- Teraz jesteśmy gotowi aby puścić nasz pierwszy projekt na drukarkę 3D